出品 | 《阀门》期刊作者 | 李建波
摘要:电动明杆平底式闸板阀适用于市政管网系统原水、清水及污水介质工况。市政管网系统承担着将自来水输送到千家万户的重任,平底闸阀作为市政管网系统运行过程中的重要组成部分,特别是大口径(≥DN1200)软密封平底闸板阀在管网作为关断阀的运用,填补了国内市场大口径闸阀的短板。该阀门安装长度短、成本较低,生产工艺要求较高,因此对产品质量的要求严格。为确保产品质量,对产品的材料与生产工艺进行研究,分析生产工艺中的难点,并制定相应的解决措施,以确保阀门检验测试的高合格率,增强市场竞争力,从而实现在市政管网系统中的广泛运用。
关键词:平底闸阀;生产工艺;软密封;检验;测试
01
概述
目前市场上的平板闸阀存泥现象严重,垃圾易在阀腔内沉积,使闸阀无法关闭;而不积垢(平底)的楔型软密封闸阀由于其密封可靠、制造简单、成本低等综合性优势,近十年来被广泛推广,尤其在水系统中,基本代替了传统的硬密封闸阀。平行单闸板阀是单闸板阀的一种,因其闸板的两个密封面平行,阀座密封面垂直于管道中心线而得名。但在大口径楔型软密封闸阀(≥DN1200)中,由于铸件尺寸公差较大及表面粗糙度的精度,闸板压胶的尺寸精度难以满足设计要求,故在生产过程中无法密封、返工报废比例较高,是阀门制造厂无法解决的难题;此外,大口径闸板的整体压胶成本相对较高。为了解决大口径软密封闸阀的难题,本文提出一种防积垢软密封平底闸板阀。闸板全开状态时,为全通径阀门,具有流阻低、水损小、防底部结垢等特性,可广泛应用于市政管网及污水系统。
电动明杆平底式闸板阀由防积垢软密封平板闸阀组成,采用明杆形式,安装电动操作机;其中,防积垢软密封平底闸板阀包括阀体、闸板、锁紧螺钉、楔式顶块、密封圈、阀轴、阀盖、支架、操作机、复位弹簧、防垃圾托盘、导向块等部件。与现有技术相比,该产品具有结构长度短、安装空间小、测试合格率高、双向承压、低成本、加工周期短等优点。
近年来,研究闸板阀优化设计的文章逐渐增多,如赵嘉逸等对闸板上导轨结构尺寸进行优化改进,满足了所需应力要求,减小磨损程度;吴斌彬等针对供气系统主切断阀的闸板开裂、无法拆卸传动链、损伤密封面现象进行结构与选型优化设计;林孙荣等以实际试验为基础结合有限元数值模拟方法,改进DN300-900LB平行闸阀的密封性能;周星彪等通过改善导向板设计,闸板的力学状态由悬臂梁转变为简支梁,解决了因闸板翘起而导致的密封面受损内漏问题。但是文献资料中很少有研究闸板阀生产工艺的介绍,本文将重点介绍闸板阀生产工艺的难点部分,以提高闸板阀的合格率,降低生产成本,增强市场竞争力。
02
明杆平底式闸板阀生产工艺
2.1 平底闸板阀的结构与工作原理
明杆平底式闸板阀属软密封平板闸阀,按操作形式可分为电动与手动平底式闸板阀,按结构形式可分为暗杆与明杆平底式闸板阀。图1为明杆平底式闸板阀,阀体与平板闸板组件;作为核心关闭件,通常采用单闸板,利用机械力或介质压力使闸板密封圈贴合阀座,增强密封效果。平底闸板阀通过闸板的垂直升降控制介质流动,在开启过程中,执行机构(手动、电动或液动)驱动阀杆上升,带动闸板沿导向槽垂直上移;当闸板完全脱离阀座通道时,介质流通截面积最大化,压降极小。
生产大口径平底闸板阀对生产设备的要求较高,需具备加工大口径阀门的生产能力,通常选双立柱立车最大加工直径3000 mm,承重能力为30 t;卧式坐标镗床选用工作台尺寸为2500 mm×2500 mm,承重能力为50 t,主轴直径为130 mm,定位精度为0.02 mm/m;摇臂钻床孔径为100 mm;其次,工厂必须配备大型表面处理设备打磨房、喷砂房、烤漆房(静电喷涂);此外,检验设备也极为重要,需具备温度测试仪、漆膜测厚仪、附着力测试仪等仪器。当设备满足要求时,编制合理的生产工艺路线:开模模具、铸件周期、进料检验周期、加工周期、半成品检验入库、装配发料、装配调试周期、测试周期、检验装箱、入库。
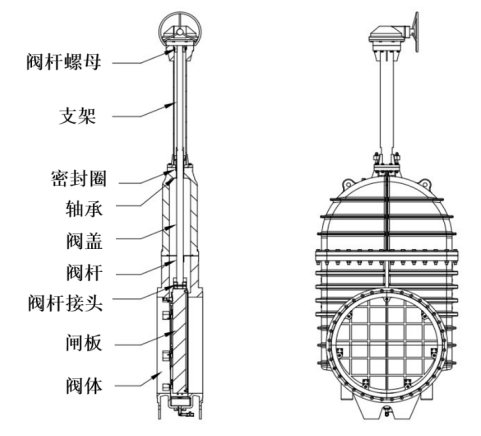
图1 明杆平底式闸板阀
2.2 材料选择
在加工前需对明杆平底式闸板阀的材料进行分析,不同的材料选用的刀具、工艺也不同。此产品阀体、闸板、阀盖为球墨铸铁(QT450-10),可选用硬质合金刀具、CBN刀具、PCD刀具等;阀杆、楔形顶块为不锈钢(06Cr19Ni10),可选用CBN刀具、PCD刀具等;防垃圾托盘为不锈钢(06Cr19Ni10),采用钣金成型;闸板螺母、轴套为铝青铜(ZCuAl10Fe3),选用硬质合金刀具即可;其余为标准件市面可采购。
2.3 加工及表面处理
按照设计要求采购合格的原材料,并进行入厂检验,确保材料质量符合要求。利用企业的生产管理系统如ERP或MES,在系统中开立生产工单进行加工,并按系统流程执行。
粗加工基准(即粗基准)的选择原则为相互位置要求原则。选择不加工表面作为粗基准,以保证不加工表面与加工表面之间的相对位置要求。特别是当工件有多个非加工表面时,应选择位置精度要求较高的一个面作为粗基准,对铸造后的阀体进行粗加工,去除毛刺和余量,为精加工做好准备;检验合格后流入下道工序。
精加工基准的选择原则为基准重合原则。直接选择加工表面的设计基准为定位基准,以避免由定位基准与设计基准不重合而引起的定位误差,这样可以控制工序所允许出现的误差,使加工更易达到精度要求,经济性更好。对阀体的关键部位进行精加工,如法兰面、密封面等。采用高精度的机床和刀具,确保加工精度和表面粗糙度。
加工过程采用基准统一原则,在钻孔与攻牙过程中,应尽量选择统一的基准,以确保加工的一致性和准确性。这有助于减少误差积累,提高加工效率;根据设计要求,在阀体、阀盖上钻孔并攻丝,以便安装螺栓和其他连接件。
为了提高平底式闸板阀的耐腐蚀性和美观度,通常对阀门进行表面处理。常见的表面处理方法包括打磨、喷砂、喷涂等。这些处理方法可以形成一层保护膜,防止阀门受到腐蚀和磨损;同时,也可以提高阀门的外观质量,使其更加美观大方。
在装配前,对所有零件进行清洗,去除油污和杂质。将软密封件(如密封圈)安装在闸板上,确保密封性能,将各零件按照设计要求进行装配。装配时,先装配闸板组件;随后装配阀轴和阀盖,再将其装入阀体中;最后装上电动操作机,并进行调整,以确保阀门的开启和关闭灵活、密封可靠。
2.4 性能测试
对装配好的阀门进行密封性测试,参考水用民用供水阀门密封试验与低压试验,或根据国家标准GB/T 13927-2022,按公称压力1.1倍打压,在保压一段时间后,检查无泄漏现象,证明密封测试合格。
对阀门进行强度测试,以确保其能够承受规定的工作压力。根据国家标准GB/T 13927-2022,按公称压力1.5倍打压,在保压一段时间后,检查阀体、阀盖等承压件的强度,确保无损坏,证明密封测试合格。
针对动态测试场所,模拟现场工况,对阀门进行开启和关闭测试,检查其功能是否正常。在设有动态测试的场所,必须反复进行全开全关测试,确保阀门开关正常平稳运行,无卡顿、无异响等现象。
测试前需检查阀门状态,确保无损坏,并清理密封面杂质;测试过程中需严格控制压力,避免超压损坏阀门;试验后需对阀门进行全面检查,记录试验结果。值得注意的是,具体试验标准可能因阀门类型、用途和行业标准的不同而有所差异,因此在进行阀门压力试验时,应参照相应的标准和规范进行。若是外销产品,压力试压标准应参考BS ISO 5208、BS EN12266-1或其他客户认可的标准执行。
03
生产过程中的难点及解决措施
采用普通内孔车削刀具加工平行闸板阀阀座孔时,需要调头加工,难以使用切削液,且由于刀杆刚度和硬度较小,易引起“颤抖”现象,加工工件时不易保证阀座孔的加工质量和形位公差。在平底式闸板阀的生产过程中,存在难点包括:(1)加工方面:闸板加工难度、阀体密封面平行度;(2)组装方面:闸板密封面与楔式调整块的吻合度、防垃圾托盘与阀体流道的平整度和组装调试的难点等。
3.1 闸板加工难度
3.1.1 闸板沟槽加工
闸板沟槽采用锯齿形结构,如图2的局部放大图所示,按图先加工大沟槽,利用样板检验合格后,再加工锯齿槽,并利用锯齿样板检验。锯齿样板采用不锈钢板用线切割加工成形,样板必须与图纸一致,用于测量比对加工的沟槽;检验时要求沟槽的大径、小径、深度、斜度与样板完全重合,证明合格。后续工序必须要防护沟槽,确保沟槽不被损坏,如打磨喷砂工序和静电喷涂工序均需防护;沟槽内油漆必须均匀,不流挂;沟槽漆膜厚度控制在100 μm左右,漆膜太厚会影响橡胶的过盈量和密封圈的平整度;沟槽内组装自密封锯齿形密封圈,密封圈固定在闸板上,采用嵌入式设计,以保证单侧密封面能够实现双向承压能力。阀体内腔通道四周设置数个楔式顶块,如图3所示,以保证闸板越关越紧。密封圈内侧进水,使密封圈底部产生压力,推动密封圈向外,补偿闸板的承压变形,确保密封比压。
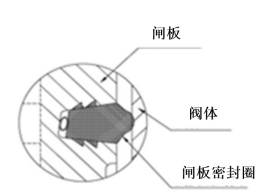
图2 闸板密封圈局部放大图

图3 楔式顶块与闸板密封圈结构图
3.1.2 用立车和镗床加工
闸板立车加工:以胚料网格面为底基准面,将闸板校平整后,再进行机加工,对开槽面进行车平以及开槽作业,需注意开槽处的中心尺寸和槽底的深度,且角度与图纸一致;其次,当槽内开锯齿时,开锯齿槽刀的角度与落刀点的位置度需要先进行精确计算,再进行加工作业。车加工作业完成且检验无误后,方可转到下道工序。
下道工序为闸板镗床加工,即普通镗床加工导轨条面。首先,在对该闸板导向条一侧面进行粗铣平整后,以此为基准面将闸板垂直立于工作台上,与工作台成90°直角,再对开槽大平面进行找平行;利用压板压紧,并在对立面进行工艺支撑点焊加固,使其牢固的垂直于工作台上,随后进行两侧导轨条面的铣槽和钻攻丝作业。导向槽位置作业完成后,将工作台转位一定的角度,对闸板垫块处进行铣加工作业,使其角度与图纸保持一致。待铣加工完成作业后,检验所有加工部位尺寸是否合格;检验合格后,方可对其支撑部位和压板进行拆卸,再流入下道工序。
3.1.3 用龙门加工中心加工
前期的车加工步骤与上述方案一致,仅在车加工完成后转移下一道铣加工工序时发生变化,具体操作是将铣加工工序转移至龙门加工中心上进行加工作业。首先,将车加工后的闸板以开槽面为基准,平放于龙门加工中心工作台上,找正闸板圆心,校平整后利用压板压紧,并进行铣两侧导向槽;铣槽完成后,将该件胚料吊运下来;再把专用工装固定在龙门加工中心工作台面上,将胚料吊运放置在工装上,校正闸板位置,利用压板压紧,再铣加工闸板顶块的角度尺寸,使得铣加工后与图纸保持一致,最后检验所有加工部位尺寸是否合格。该加工方法比较费时费力。
3.2 阀体密封面平行度
密封面的加工精度和表面质量对阀门的密封性能有直接影响。在加工过程中需要严格控制加工参数和工艺流程,确保密封面的加工精度和表面质量达到要求。
车加工阀体时,先加工一端法兰与阀座面,再调面加工另一端法兰面与阀座面、楔式顶块面,以确保阀体密封面与楔式顶块安装面的平行度。值得注意的是,必须一次装夹完成所有的加工,才能保证阀座面的平行度。
3.3 闸板密封面与楔式顶块的吻合度
在组装过程中,密封性能与楔式顶块斜度有关,要求密封形式为越关越紧,故采用锁紧螺钉调整楔式顶块与闸板密封面的位置。调整方法为:先松掉紧盯螺钉,再旋紧锁紧螺钉以顶住楔式顶块向前推,使闸瓣密封面与阀体阀座面完全吻合,如图4所示;随后旋紧紧盯螺钉,利用0.1 mm的塞尺检验闸瓣密封面与阀体阀座面是否存在间隙(以无间隙为标准)。
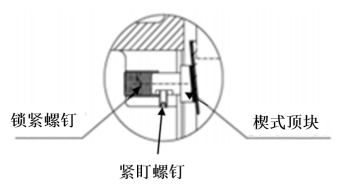
图4 楔式顶块局部放大图
3.4 弧形托盘与阀体流道的平整度
弧形托盘是采购件,应先根据阀体流道圆弧面制作一块样板,当样板与弧形托盘圆弧面相吻合时,来料合格。弧形托板底部设置数个弹簧,如图5所示,弹簧置于弹簧缸内,且弹簧缸采用环氧树脂胶固定在阀体凹槽内,以保证闸板在关闭状态时能够向下退让,使闸板密封;当开启状态时,在弹簧作用下弧形托板自动上升,使沟槽变为平底,与管道底部相一致,如图6所示。固定的弹簧缸不会随着弧形托盘的移动而产生移位,从而确保流道平整。
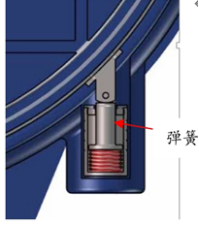
图5 弹簧结构图

图6 平底结构图
3.5 导向槽的平整度
在平底闸板阀中,导向槽对闸板的关闭起到导向作用。导向槽在阀盖与阀体内的流道接触位置呈台阶状,见图7;阀体与阀盖采用铸件,因导向槽的空间有限,故仅靠提高铸件精度与打磨工序保证其平整度。
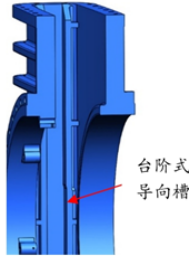
图7 台阶式导向槽结构图
综上所述,平底闸阀的加工工艺分析需要综合考虑材料选择、结构设计、加工流程以及难点处理等方面因素,通过科学合理的加工工艺和严格的质量控制措施,可以确保平底闸阀的性能和质量达到设计要求。
04
结语
软密封平底式闸板阀的加工工艺是一个复杂而精细的过程,涉及铸造、机加工、装配和测试等多个环节。通过对该阀门结构材料的分析与生产工艺中闸板加工难度、阀体密封面平行度、闸板密封面与楔式调整块的吻合度、防垃圾托盘与阀体流道的平整度的有效控制及具体解决方案的提出,表明优化加工工艺和提高加工精度可以显著提高电动明杆平底式闸板阀的质量、性能和使用寿命,且经测试平底闸板阀质量稳定,一次试验合格率高,起到降本增效的作用。本文的研究结果为解决大型阀门的制造问题提供了理论依据,同时为生产工艺方面提供了有力支撑。未来,随着制造技术的不断进步和工艺水平的不断提升,软密封平底式闸板阀的加工工艺将更加完善和高效。

 地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院
地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院  电话:0577-67988060
电话:0577-67988060  传真:0577-67986108
传真:0577-67986108 甘公网安备 62010302000634号
甘公网安备 62010302000634号 

