激光熔覆技术是一种先进的表面改性与修复技术。
谢小青1 陈巨荣2
1 上海电气凯士比核电泵阀有限公司
2 东洋工程(上海)有限公司
离心泵作为工业流体输送系统的核心设备,广泛应用于石油化工、水处理、电力、矿山等领域。其主要零件(叶轮、泵轴、泵壳等)长期处于介质冲刷、腐蚀、汽蚀及机械磨损工况,易出现表面磨损、点蚀、裂纹等失效,不仅缩短设备使用寿命,还可能引发介质泄漏、效率下降、停机检修等隐患,显著增加运维成本。激光熔覆技术作为一种先进的表面改性与修复技术,凭借其涂层与基体结合牢固、热影响区小、工艺可控性强等优势,已成为离心泵重要零件修复与性能提升的关键技术,有效解决了传统修复工艺的诸多局限,推动离心泵运维向高效、节能、长效方向发展。
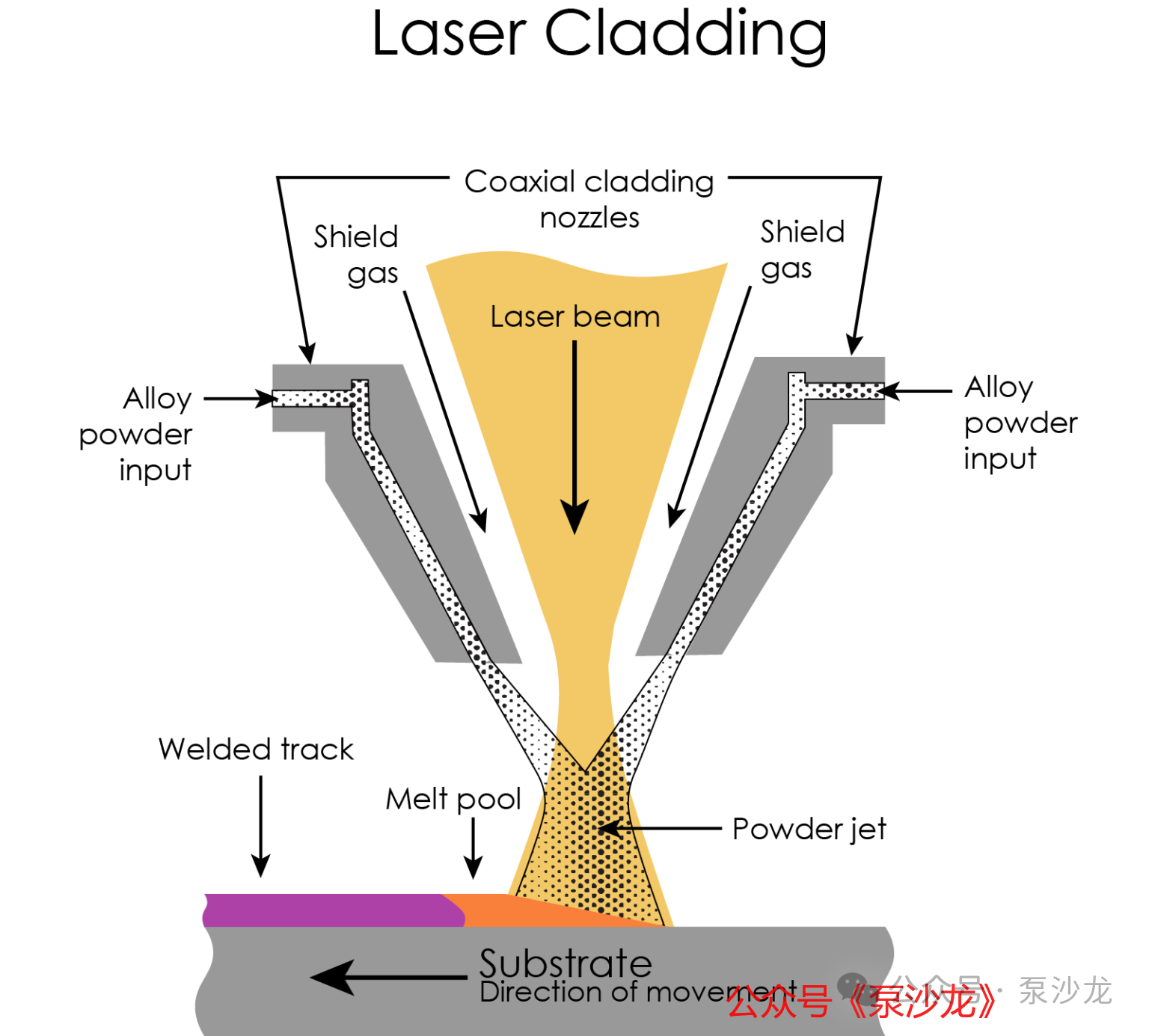
图1:激光熔覆技术
一、激光熔覆技术核心概述
1.1 技术定义与核心原理
激光熔覆技术(Laser Cladding,又称激光包覆、激光熔敷),是将选定的涂层材料置于基体表面,通过高能激光束辐照,使涂层与基体表面薄层同时熔化并快速凝固,形成稀释度低、与基体冶金结合的表面涂层的先进工艺。其核心原理是利用激光的高能量密度特性,实现涂层与基体精准熔合,既弥补基体表面性能的不足,又不破坏其力学性能,最终实现表面改性(提升耐磨、耐蚀、耐热等性能)或破损零件修复,兼顾基材心部的韧性与表面的高性能需求。
与传统的堆焊、喷涂、电镀和气相沉积等表面处理技术相比,其主要优势在于“精准可控、结合牢固”,可在廉价金属基材上制备高性能合金表面,兼具经济性与实用性,是高效的表面改性与再制造技术。
1.2 主要工艺类型与流程
根据熔覆材料的供给方式,激光熔覆技术主要分为两大类,适配不同离心泵零件修复场景:
1)预置式激光熔覆:将熔覆材料(多为粉末,也可采用丝材、板材)预先置于待熔覆部位,再用激光辐照熔化,流程为:基体预处理(除油、除锈、打磨)→ 预置熔覆材料 → 预热(减少应力)→ 激光熔化(控制能量参数)→ 后热处理(消除残余应力)→ 精整加工(确保尺寸精度)。适合局部小面积修复(如叶轮叶片点蚀、泵轴局部磨损),操作灵活,成本较低。
2)同步式激光熔覆:将熔覆材料(主要为粉末)直接送入激光作用区域,供料与熔覆同步完成,流程为:基体预处理 → 同步送料与激光熔化 → 后热处理 → 精整加工。自动化程度高,熔覆层厚度均匀,适合大面积表面改性(如泵壳内表面、叶轮整体强化),效率与稳定性突出。
1.3 核心工艺特点与优缺点
1)核心优点
● 结合强度高:熔覆层与基体冶金结合,结合强度不低于原基体材料的95%,可承受离心泵运行中的机械冲击与介质冲刷,不易脱落;
● 热影响区小:激光能量集中、热输入低,可避免泵轴、叶轮等高精度部件变形、开裂;
● 材料适配广:可选用镍基、钴基、铁基合金等多种材料,可根据介质特性与工况定制涂层性能,兼顾耐磨、耐蚀、抗汽蚀需求;
● 工艺可控强:可通过调整激光功率、扫描速度等参数,精准控制熔覆层厚度与质量,易实现自动化控制;
● 经济性突出:可精准修复局部损伤部件,无需整体更换,大幅降低备件与停机成本,符合绿色再制造理念。
2)局限性
● 设备成本高:高功率激光器等设备购置、维护费用昂贵,限制中小企业规模化应用;
● 工艺控制严:参数匹配要求高、工艺窗口窄,需专业人员操作调试,否则易出现质量缺陷;
● 应用有局限:热敏感材料、大型复杂部件的工艺优化难度大,应用范围受限。
二、激光熔覆技术在离心泵上的应用
离心泵的失效主要集中在叶轮、泵轴、泵壳三大核心零件及密封环、轴套等易损件,失效形式以磨损、腐蚀、汽蚀为主。激光熔覆技术可针对不同零件的失效特点,定制熔覆方案,实现修复与性能提升,具体如下:
2.1 在离心泵叶轮上的应用(最主要应用场景)
叶轮作为离心泵“心脏”,长期高速旋转并承受介质冲刷、汽蚀、腐蚀,易出现叶片磨损、点蚀、裂纹等失效。激光熔覆是其最优修复与强化方案:
1)失效叶轮修复:对失效部位预处理后,根据介质特性选用适配熔覆材料,通过对应工艺填充熔覆,精准恢复叶轮尺寸与形状,同时提升耐磨、耐蚀、抗汽蚀性能。例如,某化工厂叶轮因介质腐蚀点蚀,经镍基合金激光熔覆修复后,寿命较传统堆焊延长3倍以上,运行稳定性显著提升。

图2:激光熔覆在叶轮上的应用
2)新叶轮表面强化:在叶片、进出口边缘等易损部位熔覆高性能涂层,预防早期失效,延长初始使用寿命,适配恶劣工况。
核心优势:修复成本仅为新叶轮的30%~50%,性能更优;热影响区小,保证叶轮动平衡精度,避免泵组振动、噪声。
2.2 在离心泵轴上的应用
泵轴作为传力部件,轴颈等配合部位易出现磨损、腐蚀、拉伤,导致偏心、密封失效。激光熔覆应用体现在:
1)磨损泵轴修复:车削去除磨损层后,选用匹配熔覆材料同步熔覆,经精车抛光,恢复原始尺寸与光洁度,解决定制、停产泵轴备件难题,降低运维成本。

图3:激光熔覆在泵轴上的应用
2)泵轴表面强化:在轴颈、密封部位熔覆耐磨耐蚀涂层,提升表面硬度与密封可靠性,减少磨损与介质泄漏。例如,某石化企业泵轴经耐腐蚀合金熔覆修复后,费用较换新轴降低40%,停机时间大幅缩短。
核心优势:修复精度高,避免传统堆焊的变形、裂纹问题;熔覆层结合牢固,可承受运行扭矩与机械应力,可靠性强。
2.3 在离心泵壳体上的应用
泵壳内壁长期受介质冲刷腐蚀,易出现磨损、沟槽,导致容积效率下降、泄漏风险增加。激光熔覆以表面强化为主、局部修复为辅:
1)内壁强化:采用同步熔覆工艺,在新泵壳或轻微磨损泵壳内壁熔覆耐磨耐蚀涂层,提升抗冲刷腐蚀能力,降低流体阻力、提升泵效;
2)局部修复:对冲刷沟槽、点蚀等缺陷精准填充修复,恢复内壁平整度与密封性;大型泵壳可现场修复,缩短停机时间。
2.4 在其它易损件上的应用
激光熔覆可修复强化密封环、轴套、叶轮口环等易损件:
1)密封环、轴套:提升表面硬度与耐磨耐蚀性,延长寿命、降低更换频率,减少介质泄漏;
2)叶轮口环:精准恢复尺寸精度,保证叶轮与泵壳合理间隙,提升容积效率,增强抗磨损能力。

图4:激光熔覆技术在离心泵上的应用
三、激光熔覆技术在应用中的工艺要点
为确保应用效果,杜绝熔覆层脱落、裂纹等隐患,需重点控制以下要点:
1)基体预处理:严格除油、除锈、打磨,去除氧化皮与疲劳层;有裂纹部件需先检测并彻底清除裂纹及周边疲劳组织,再进行熔覆。
2)熔覆材料选择:根据工况与失效形式选型,确保涂层性能与工况精准匹配(如含砂介质选耐磨材料,腐蚀性介质选耐蚀合金)。
3)工艺参数优化:通过试验优化激光功率、扫描速度等核心参数,保证熔覆层结合牢固、组织致密,适配部件精度要求(如叶轮动平衡、泵轴配合精度)。
4)后热处理:熔覆后进行退火、回火处理,有效消除残余应力,提升熔覆层韧性与结合强度,避免开裂脱落。
5)质量检测:完成后进行外观、尺寸、硬度及无损检测,确保无缺陷、性能达标,方可投入使用。
四、应用价值与发展趋势
4.1 应用价值
激光熔覆技术打破传统修复局限,为离心泵运维提供高效经济方案,核心价值:
1)延长寿命:提升部件耐磨耐蚀抗汽蚀性能,延长使用寿命2~5倍,降低更换频率与备件成本;
2)降低成本:修复成本为换新的30%~60%,可现场修复,缩短停机损失,提升运维效率;
3)提升稳定性:修复部件精度高、性能稳定,保障离心泵长期稳定运行,提升生产连续性与安全性;
4)绿色环保:修复破损部件,节约金属资源、减少浪费,契合绿色再制造理念。
4.2 发展趋势
随着激光与自动化技术发展,其应用将向以下方向推进:
1)自动化智能化:结合机器人、数控技术,实现批量修复与精准控制,提升效率与质量稳定性;
2)材料多元化:研发纳米复合、梯度熔覆材料,精准定制涂层性能,适配高温高压强腐蚀等复杂工况;
3)工艺精细化:通过数值模拟优化参数,突破热敏感、复杂结构部件应用局限;
4)一体化运维:结合状态监测、故障诊断技术,实现“监测-诊断-修复”一体化,推动运维向预防性转型。
五、结语
激光熔覆技术凭借结合强度高、热影响区小等优势,在离心泵核心部件修复与强化中发挥不可替代作用,可有效恢复部件性能、提升耐用性、降低运维成本,为流体输送系统高效安全运行提供技术支撑。随着技术进步,其设备成本将逐步降低,应用将更广泛深入,成为离心泵运维核心技术,推动工业设备运维向高效化、绿色化、智能化发展。

 地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院
地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院  电话:0577-67988060
电话:0577-67988060  传真:0577-67986108
传真:0577-67986108 甘公网安备 62010302000634号
甘公网安备 62010302000634号 

