出品 |《阀门》期刊作者 |白思航,窦坚,阮航,丁继才,宁英豪
摘要:高温球形阀门作为控制核心装置,具备工作温度高、可靠性高与寿命要求高等特点,密封面通常采用钴基合金材料,密封副之间的干摩擦极易导致密封面划伤,使用寿命难以满足应用需求。本文系统探讨了DLC涂层的基本概念与特性、制备方法以及在阀门领域的应用情况,并以高温、高寿命要求下的球形调节阀为对象,对“沉积层+过渡层”的多层DLC涂层工艺进行深入研究,以提升阀门的使用寿命。经试验验证,阀门使用DLC涂层后,使用寿命由不足3000次提升至20000次以上,且降低了阀门维护成本。未来可通过优化DLC涂层制备工艺、拓展特殊功能阀门应用场景、提升极端工况适配性等进一步发挥DLC涂层的技术优势。
关键词:DLC涂层;高温球形阀门;寿命试验;表面强化
1
概述
在现代工业中,阀门作为控制流体流动的关键装置,其性能和耐用性对整个系统的安全和效率具有决定性影响。随着工业技术的发展,蒸汽系统应用背景下的高温阀门面临的工作条件愈发严苛,对高温高压环境下阀门的可靠性和寿命提出了更高要求。以某型蒸汽球形调节阀为例,对该类阀门提出了20000次动作寿命要求。而蒸汽系统高温阀门通常采用钴基合金材料,球阀、调节阀等阀门密封结构特殊,其阀座和球体组成的密封副在阀门启闭全过程中都是贴合的,多次挤压摩擦后极易产生划伤,使用寿命难以超过3000次。
类金刚石碳(Diamond-Like Carbon,简称DLC)是一种非晶态碳基薄膜,其结构介于金刚石和石墨之间,兼具二者的优良特性,既具有金刚石的硬度和耐磨性,又具有石墨的润滑性和化学惰性。DLC涂层厚度通常在几百纳米到几微米之间,但其优异的性能能够显著提升基体材料的表面特性。这种涂层可以沉积在多种基材上,包括金属、陶瓷和某些聚合物,使其在阀门行业具有广泛的适用性。研究表明,DLC涂层能够显著改善阀门部件的表面性能,减少磨损和腐蚀,降低摩擦系数,提高密封性能,从而提升整个阀门系统的可靠性和效率。
近年来,国内外学者围绕DLC涂层技术和阀门耐磨性能开展了多方面的深入研究。Dingchong L等在相同工况下将DLC涂层与其他配对材料阀板的摩擦特性进行对比,指出在一定的转速范围内,DLC涂层可显著降低阀板接口的摩擦损失。叶涛等研发出微沟槽织构配合DLC涂层的深低温阀门复合表面处理技术方案,其在低温环境下的摩擦系数与磨损率均呈显著下降趋势,整体表面性能得到明显优化。
截至目前,阀门领域DLC涂层的研究多集中于低温、低寿命要求等应用背景,在高温、高寿命应用背景下的研究较少。本文旨在以高温、高寿命要求的蒸汽球形调节阀为研究对象,利用DLC涂层技术,通过试验验证的方式,提升阀门在高温条件下的使用寿命,为阀门行业提供科学的技术参考,推动DLC涂层在阀门领域的进一步应用和发展。
02
DLC的性能特征、制备方法与应用
2.1 DLC涂层的性能特征
从化学结构来看,DLC涂层的碳原子主要以两种杂化状态存在:sp²杂化(平面三角形结构)和sp³杂化(四面体结构)。sp²杂化碳原子形成类似石墨的结构,而sp³杂化碳原子形成类似金刚石的结构。DLC涂层的性能主要取决于这两种杂化状态的比例,特别是sp³键的含量,其直接影响涂层的硬度、弹性模量和摩擦系数等关键性能,这些优异的性能使DLC涂层成为阀门应用的理想选择,特别是在极端环境和高要求应用中。通过合理选择DLC涂层的类型和制备方法,针对特定阀门优化其性能,以满足不同的功能需求。
2.2 DLC涂层的分类
根据结构和成分的不同,DLC涂层可分为多种类型,如表1所示。不同类型的DLC涂层具有不同的性能特点,适用于不同的应用环境。例如,无氢型DLC涂层硬度最高,适合要求极高耐磨性的场合;而含氢型DLC涂层摩擦系数更低,适合需要减小摩擦的应用场景;掺杂型DLC涂层则可根据具体需求定制性能;多层结构DLC涂层可同时满足高耐磨与强结合力的要求,适合对综合性能有要求的场景。
表1 DLC涂层的种类

2.3 DLC涂层的制备方法
物理气相沉积(PVD)是制备DLC涂层的主要技术之一,其基本原理是通过物理过程将材料从源材料转移到基体表面,最终形成薄膜。这类技术具有工艺温度低、涂层与基体结合强度高等显著优点,因此特别适合用于热敏感材料以及复杂形状部件的涂层处理,能有效避免高温对基体性能的破坏,同时保障涂层的稳定性。
化学气相沉积(CVD)是另一种重要的DLC涂层制备技术,其基本原理是通过化学反应将气态前驱体转化为固态沉积物。该技术不仅能提供较高的沉积速率,还具备出色的涂层均匀性,因此特别适合对复杂形状部件进行涂层处理,可有效覆盖部件的深孔、窄缝等特殊结构,保障整体涂层质量。
除了传统的物理气相沉积(PVD)和化学气相沉积(CVD)技术外,当前还有多种混合技术与新兴方法被应用于DLC涂层的制备,这些技术往往通过融合不同方法的优势或创新能量供给、粒子控制方式,进一步优化涂层性能与制备效率。混合技术与新兴方法的出现极大丰富了DLC涂层的制备路径,在实际应用中,可根据具体的性能目标,例如硬度、摩擦系数、基体材料特性及生产需求等,选择最为适配的制备方案。
2.4 DLC涂层在阀门领域中的应用
在球阀的性能优化中,DLC涂层主要针对其核心部件——球体与阀座表面进行涂覆,以此解决阀门运行中的关键性能痛点,如图1所示。球阀启闭时,球体与阀座会发生持续相对滑动,易因磨损导致密封失效、寿命缩短,而DLC涂层能显著提升二者表面的硬度与耐磨性,可将球阀耐磨性提高5~10倍,有效降低了部件维修与更换频率。在实际应用中,涂层厚度通常在1~5 μm之间,需要根据具体的应用环境和要求进行优化。张道军等提出了一种适配硬密封球阀的DLC基涂层制备方案,其制备的涂层最大工作压力为45 MPa,硬度为1200~2200 HV,涂层结合强度为85~95 MPa。该涂层可有效抑制DLC的分解,解决了传统涂层易剥落、工艺复杂等问题,适用于石油化工等领域,能显著提升其在苛刻环境下的耐磨、耐高压性能,延长服役时长。张学东等围绕深海高压等苛刻环境下的球阀防护展开研究,其设计的复合涂层中,含氢类DLC涂层可与其他涂层配合,形成的新涂层具备极高的耐磨性、低摩擦系数,解决了深海等高压腐蚀环境下阀门易损坏、更换频繁的问题。
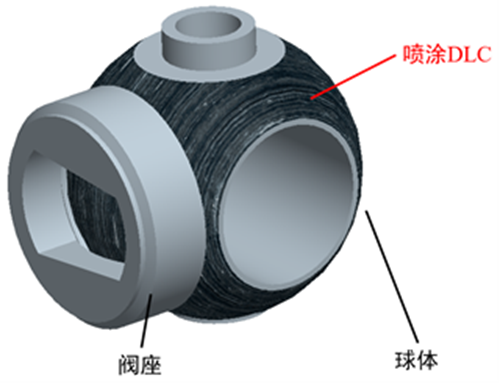
图1 DLC涂层在球阀中的应用
在闸阀的性能优化中,DLC涂层主要针对其核心易损、影响密封与操作效率的部件进行精准应用,重点覆盖闸板、阀杆及关键接触面,以解决闸阀长期使用中的磨损、腐蚀与摩擦阻力问题,如图2所示。在实际应用中,闸阀的闸板和阀座通常采用相同的DLC涂层材料,涂层厚度通常在2~8 μm之间。
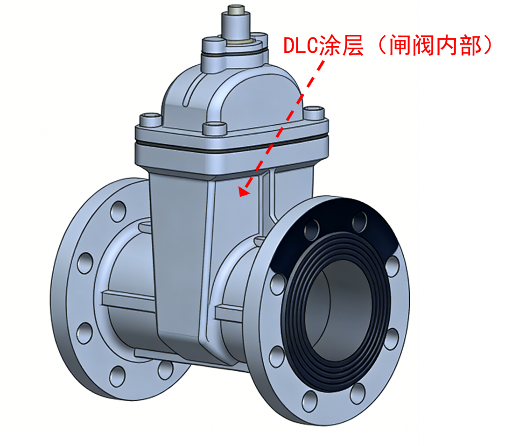
图2 DLC涂层在闸阀中的应用
在蝶阀的性能强化中,DLC涂层的应用需紧密贴合其“旋转启闭”的核心工作特性,重点针对蝶阀特有的易磨损、影响密封与传动效率的部件展开,核心覆盖蝶板密封面、阀杆轴颈及蝶板与阀体的动态接触面,以解决蝶阀在高频旋转、介质冲刷下的磨损、腐蚀及操作阻力问题,如图3所示。在实际应用中,DLC涂层厚度通常控制在1~3 μm,适配蝶阀部件的薄壁特性,根据介质含杂量、工作温度灵活调整;经涂层处理后的蝶阀在大口径管道、高频率启闭场景中,能显著降低维修频次,提升操作灵活性与密封可靠性。
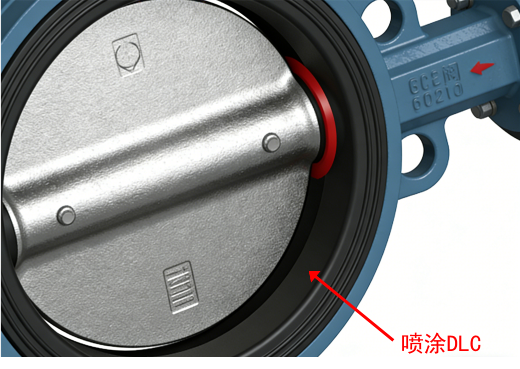
图3 DLC涂层在蝶阀中的应用
3
高温阀门表面处理工艺研究
3.1 高温阀门表面处理工艺方案
本文以高温高寿命要求工况下的蒸汽球形调节阀为对象,研究DLC涂层技术对该类工况下阀门寿命的影响,以期将该类阀门使用寿命提高至20000次以上。该类阀门通常用于蒸汽系统,球体材料通常为06Cr18Ni11Ti,球面喷焊钴基合金STL12,阀座材料通常为06Cr18Ni11Ti,并在密封面喷焊钴基合金STL6。阀门阀座和球体组成的密封副在阀门启闭全过程均为贴合状态,且阀座与球体之间为干摩擦,在阀门启闭过程中极易划伤球体,导致阀门密封性降低,缩短使用寿命。从前期应用经验来看,通常3000次动作试验便会导致球体出现明显划伤,难以满足20000次寿命要求。
针对此类阀门,本文采用了钴基合金和DLC叠加喷涂技术,在球体表面喷涂钴基合金后,使用物理气相沉积(PVD)制备方法,在球体钴基合金层基础上喷涂DLC涂层。其中,钴基合金提高了奥氏体不锈钢基材硬度,消除了DLC涂层因基材硬度低易发生碎裂的问题,而DLC涂层相比钴基合金具有更好的自润滑性能,有效降低了阀门扭矩。
3.2 DLC涂层厚度选择
DLC涂层厚度不同,其耐磨性、硬度等性能也有所差异,选择合适的厚度对阀门影响重大。研究表明,涂层厚度小于0.5 µm时,涂层附着力好但抗磨损寿命有限,适合低应力部件或高精密要求工件;涂层厚度在0.5~2 µm范围时,耐磨性、摩擦系数、硬度均衡,是工业最常用厚度,摩擦系数通常低于0.1~0.2,硬度为2000~3500 HV,附着力及综合性能佳;涂层厚度大于2~5 µm时,耐磨寿命进一步提升,但如果附着力未优化,高应力下易剥落。经过试验验证,2~5 µm的DLC涂层厚度更适用于球阀密封面这种需要持续接触摩擦的工况,可有效提高阀门的启闭寿命,因此本文的阀门涂层厚度为2~5 µm。
3.3 DLC涂层制备工艺
本文采用物理气相沉积(PVD)方法制备DLC涂层。PVD沉积时,将气源(碳源,如乙炔C₂H₂、甲烷CH₄)通入腔体,通过弧放电、磁控溅射等手段使碳源离子轰击基体表面生成DLC膜。主要控制参数包括气压、气体流量、射频/偏压功率、时间等,以获得所需膜厚和结构。为更好地提升涂层结合力和整体力学性能,本文在沉积层基础上增加过渡层。DLC涂层整体厚度约为5 μm,DLC沉积层厚度约为4 μm,过渡层厚度约为1 μm。
4
阀门寿命试验
4.1 试验方法
本次试验采用对比试验方式,分别对DLC涂层和无DLC涂层的高温蒸汽球形调节阀开展寿命试验。试验介质为蒸汽,气体压力为4 MPa,启闭动作次数为20000次。
4.2 试验结果与讨论
(1)涂层质量检测结果
采用ZEISS EVO-18型扫描电镜(SEM)观察涂层形貌并测量涂层厚度。如图4所示,DLC涂层结构致密,涂层上方呈现细长白色条带状结构,涂层下方的过渡层为典型的均匀柱状结构,涂层质量良好。DLC涂层整体厚度为5.28~5.48 μm,其中,DLC沉积层厚度为4.23~4.30 μm,过渡层厚度为1.13~1.15 μm。
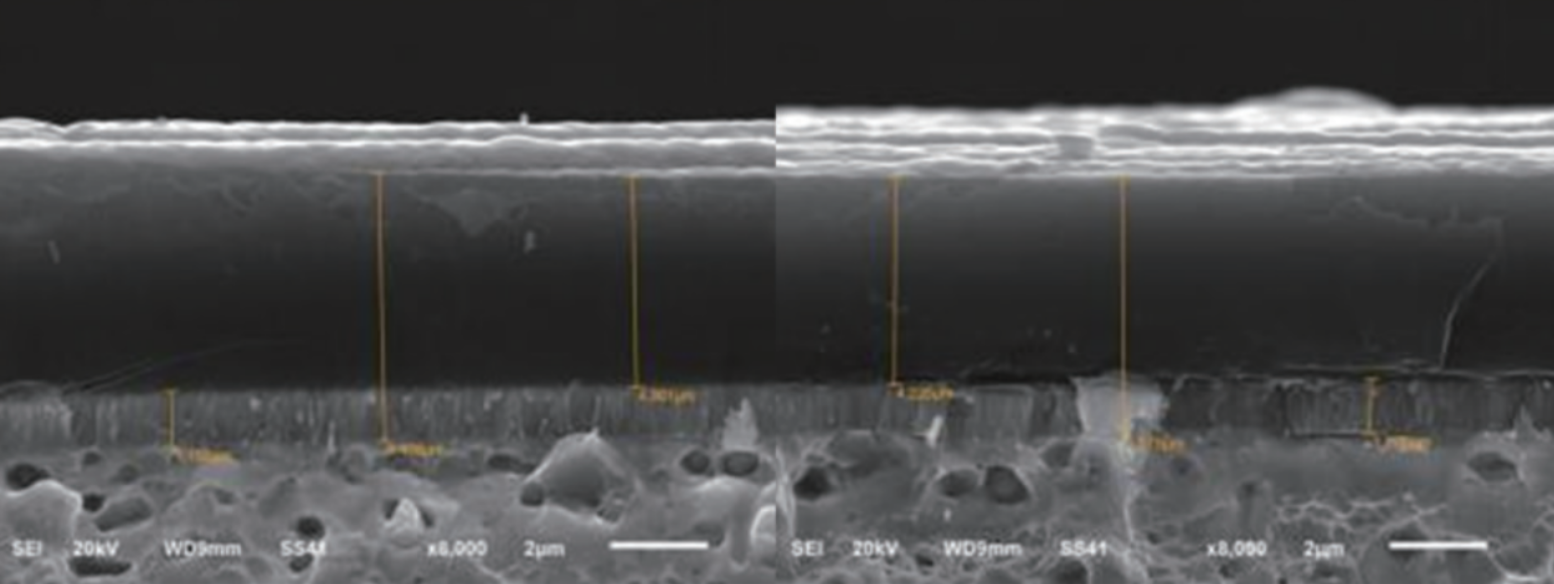
图4 DLC复合涂层截面SEM形貌(8000×)
涂层力学性能检测结果如表2所示,涂层结合力强度为HF1等级,不易脱落;涂层表面硬度测试结果如表3所示,其硬度达到了2100 HV。涂层表面硬度较高,满足使用要求。
表2 DLC涂层的结合力测试结果

表3 DLC涂层的硬度测试结果

(2)寿命试验结果
由图5的试验结果可知,无涂层的阀门在3000次动作试验后,球体表面出现明显磨损,无法满足产品的使用寿命要求;而有DLC涂层的阀门经过20000次动作寿命试验后,球体表面完好,无划痕,且试验后的阀门顺利通过了密封性能试验,开关顺畅,操作扭矩无明显提升,满足使用寿命要求。

(a)

(b)
(a)无涂层阀门动作3000次 (b)有涂层阀门动作20000次
图5 动作试验后球阀的表面质量
5
结语
本文系统探讨了DLC涂层的基本概念与特性、制备方法以及在阀门中的应用情况,并以高温、高寿命要求下的球形阀门为对象,对高温蒸汽球形调节阀“沉积层+过渡层”的多层DLC涂层工艺进行了深入研究,以提升阀门的使用寿命。经试验验证后,得出合理厚度的DLC涂层可将高温阀门使用寿命由不足3000次提升至20000次以上,极大提升了高温阀门的使用寿命。
除常规工况使用的阀门,可进一步将DLC涂层拓展至特殊工况使用的阀门领域。例如,针对石油井口的高温高压阀门,定制高硬度涂层以抵御高压磨损;针对半导体行业的真空阀门,通过提升涂层表面光洁度避免放气影响真空环境,结合不同阀门的结构特性与工况需求定制方案,进一步释放技术适配性。
未来需重点提升DLC涂层在极端工况下的稳定性能,针对不同行业阀门的特殊需求定制技术方案,如通过掺入硅、钛等元素优化涂层微观结构,降低深低温环境下的脆性,同时保障低摩擦系数;开发“DLC涂层+耐高温过渡层”的复合结构,避免高温环境下发生石墨化失效问题,保障阀门长期稳定运行。
*本文节选自《阀门 · 学术版》2025年第12期,文章内容不代表《阀门》立场,如有不同观点,可以留言讨论,友好交流,共同进步。

 地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院
地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院  电话:0577-67988060
电话:0577-67988060  传真:0577-67986108
传真:0577-67986108 甘公网安备 62010302000634号
甘公网安备 62010302000634号 

