出品 |《阀门》期刊作者 |周留洋,周健,何冉,项美根,肖奎军,何星灯,傅国千,何星祥
摘要:针对传统螺柱连接阀盖的闸阀存在结构复杂、重量大、制造成本高及中法兰潜在泄漏风险等问题,基于无阀盖一体化结构专利技术,本文研发了一种新型无阀盖闸阀。本文阐述了一体化阀体设计、内部组件装配方案及关键制造工艺,通过型式试验验证,样机在壳体强度、高压密封、低压密封、带压操作循环及关键部件机械性能等方面均符合API 6D、GB/T 12224等标准要求,彻底消除了中法兰泄漏点,且有效减轻了阀门重量,简化了装配与加工流程,提升了生产效率。本文的设计内容为传统闸阀向高性能、轻量化与高可靠性发展提供了新的技术方向。
关键词:无阀盖;闸阀;结构优化;密封性能
基金项目:浙江省金华市重大科技计划项目(2022-1-037);浙江省省级新产品试制计划(2024D60SA704803)
1
概述
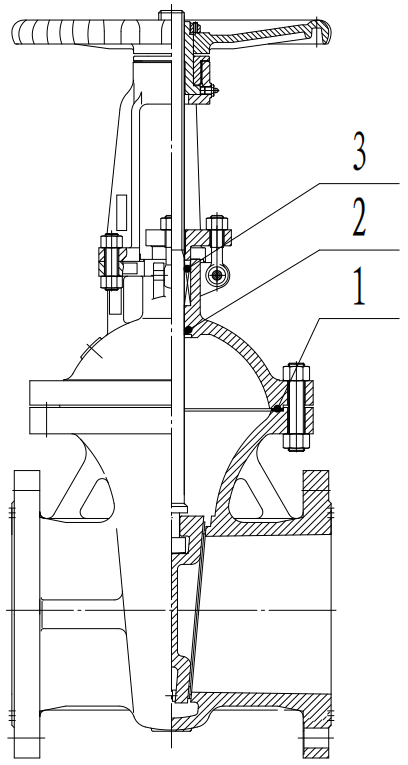
闸阀作为管道系统中应用最为广泛的截断类阀门之一,其可靠性直接关系到整个系统的安全稳定运行。传统闸阀通常由阀体、阀盖、闸板、阀杆、填料函及驱动装置等部件组成,阀体与阀盖多采用中法兰螺栓连接结构,如图1所示。这种结构虽技术成熟,但也带来了诸多固有弊端:首先,大量的螺栓连接件使得阀门结构复杂,零件数量多,导致整体重量大,材料成本高;其次,中法兰结合面是潜在的泄漏点,其密封依赖于法兰精度、螺栓预紧力以及垫片性能,在工况波动、温度变化或介质腐蚀作用下,极易发生泄漏;再者,复杂的结构也导致了加工工序繁多、装配效率低下等问题。
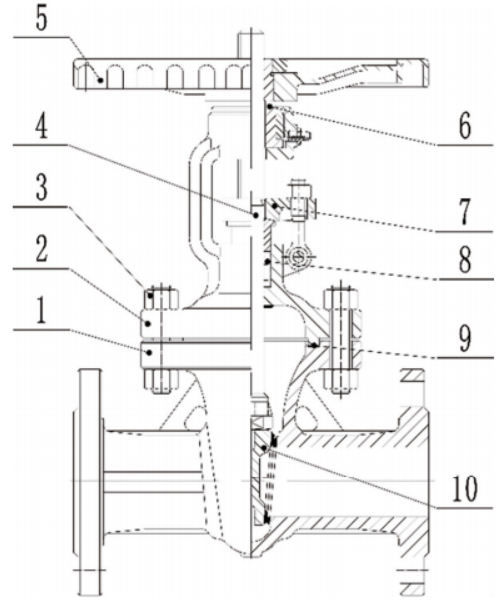
1.阀体 2.阀盖 3.中法兰螺栓连接副 4.阀杆 5.手轮 6.阀杆螺母 7.填料压盖 8.填料函 9.中法兰密封垫(潜在泄漏点) 10.闸板
图1 传统螺柱连接阀盖的闸阀结构示意图
随着“碳达峰、碳中和”国家战略的深入推进,工业领域对设备的节能、节材以及可靠性提出了更高要求。同时,在石油化工、能源电力等关键领域,对阀门的零泄漏要求日益严苛。因此,开发一种结构更简洁、重量更轻、彻底无外泄漏、制造装配更高效的新型闸阀具有重要的工程应用价值和市场前景。
无阀盖设计(Bonnetless Design)是解决上述问题的根本性方案。该设计理念通过将阀体与阀盖设计为一个不可分的整体,彻底取消了传统的中法兰连接结构。某公司在此领域进行了深入研发,并获得了“无阀盖的闸阀、截止阀”发明专利(ZL 2021 1 0509635.4)以及多项关于“无螺栓连接阀盖的闸阀”的外观设计(如图2所示)和实用新型专利。本文以此系列专利技术为基础,详细论述无阀盖闸阀的结构设计、关键制造工艺,并依据国家权威检测机构出具的型式试验报告,对其综合性能进行验证与分析。
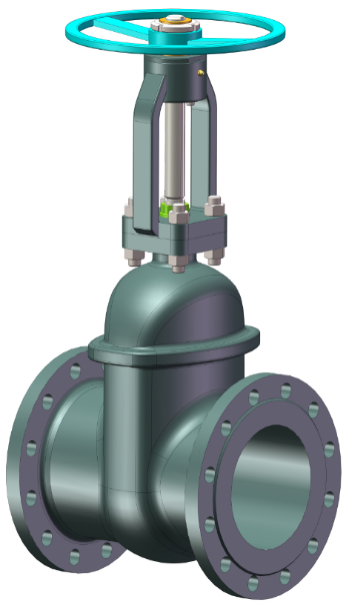
图2 无阀盖闸阀外观设计专利图
2
无阀盖闸阀的整体结构设计
无阀盖闸阀的核心创新在于其一体化(Integral)的阀体设计和独特的内部组件装配方案,其结构示意如图3所示。
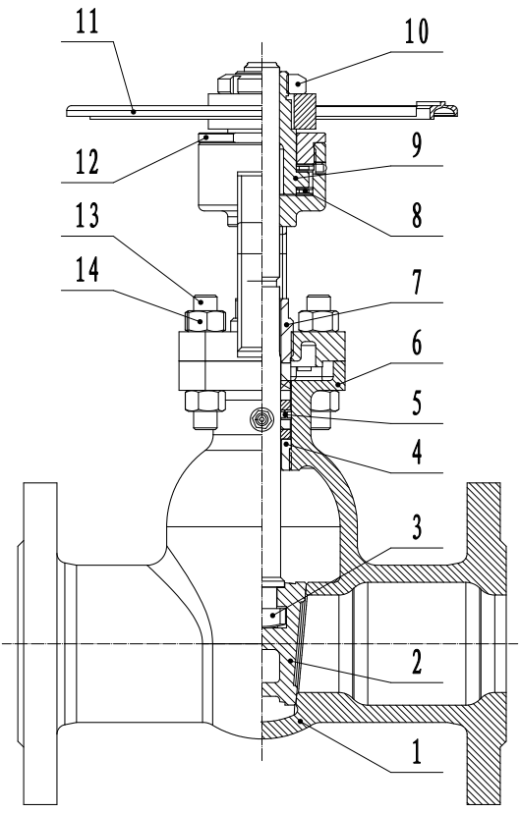
1.一体化阀体 2.闸板 3.阀杆 4.上密封座 5.填料函组件 6.支架 7.填料锁紧螺母 8.平面轴承 9.阀杆螺母 10.圆螺母 11.手轮 12.阀杆螺母锁紧螺母 13.双头螺柱 14.六角头螺母
图3 无阀盖闸阀结构示意图
2.1 一体化阀体设计
阀体作为阀门的承压主体和结构骨架,其设计是无阀盖技术的重中之重。本设计摒弃了分体式结构,采用整体铸造或锻造成型。
(1)结构承压性:阀体的结构长度、连接法兰尺寸、流道直径以及最小壁厚均严格遵循GB/T 12224-2015《钢制阀门 一般要求》和ASME B16.34等相关国内外标准进行设计计算,确保其具有足够的强度与刚度来承受管道介质压力与外部载荷。
(2)内部腔体与装配通道:阀体内部形成容纳闸板的全封闭腔体。为实现闸板组件的装入,通常在阀体一侧设计了一个扩大的装配通道。该通道的直径需大于闸板的外径,以便闸板能倾斜一定角度后放入阀体内部腔体。
(3)上部结构:阀体上部直接加工出填料函腔体,用于安装填料和填料压盖,实现对阀杆的动密封。此结构与阀体为一整体,从根本上消除了阀盖与阀体间的静密封泄漏路径。
2.2 闸板与阀杆的连接与导向
闸板与阀杆采用T型槽结构,如图4所示。此设计可补偿少量加工与装配误差,确保闸板在关闭时能更好地与阀座密封面吻合。
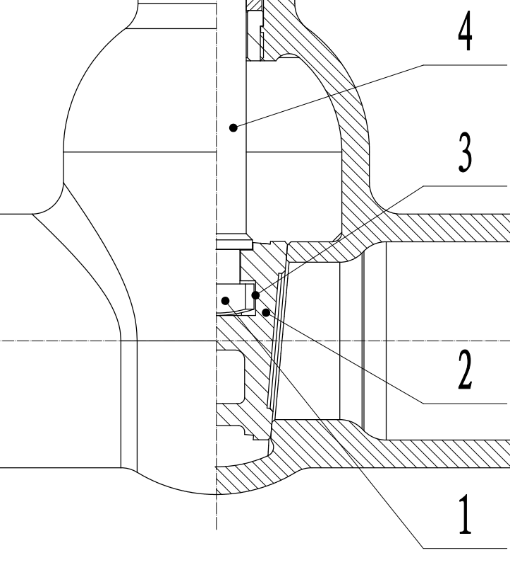
1.T型头 2.闸板 3.T型槽 4.阀杆
图4 闸板与阀杆T型槽连接示意图
由于阀体为整体式,闸板必须从阀体的介质通道装入。具体流程为:先将闸板从装配通道放入阀体空腔,使其就位;然后将阀杆从阀体上部的填料函孔插入,并与闸板上的T型槽连接;最后安装填料、压盖等部件。这种装配方式决定了闸阀闸板为组合结构设计,且对内部空间的紧凑性要求较高。装配后的闸阀实物见图5。

图5 无阀盖闸阀装配后实物图
2.3 密封系统设计
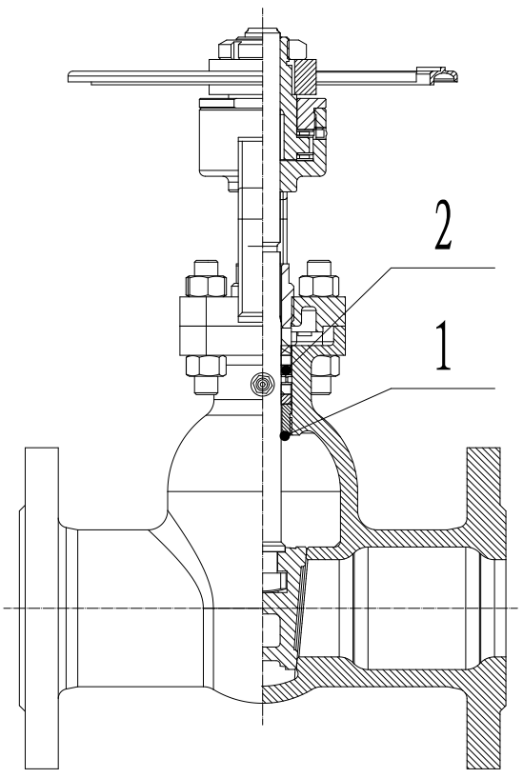
无阀盖闸阀的密封系统主要包括两部分,其对比如图6所示。
(a)
(b)
1.中法兰 2.上密封 3.阀杆动密封
(a)传统闸阀泄漏点 (b)无阀盖闸阀泄漏点
图6 传统闸阀与无阀盖闸阀泄漏点对比图
(1)主密封(阀座密封):即闸板与阀体阀座之间的密封。阀座可采用直接在阀体上堆焊硬质合金(如D507Mo)后加工研磨而成,也可采用将预制的硬质密封阀座以过盈配合或焊接等方式嵌入阀体。密封面硬度需达到40 HRC以上,表面粗糙度优于Ra1.6 μm,以确保优异的密封性和耐磨性。
(2)阀杆密封(填料密封):这是阀门唯一的外部动密封点。采用高性能的柔性石墨、PTFE或复合填料,通过填料压盖施加足够的预紧力,实现阀杆处的零泄漏。相比传统闸阀的3处潜在泄漏点(中法兰静密封、阀杆动密封、上密封),无阀盖闸阀的无阀盖结构杜绝了中法兰静密封泄漏,只有阀杆动密封和上密封泄漏风险,将泄漏风险降低了1/3,安全性显著提升。
3
关键制造工艺
无阀盖一体化结构在带来诸多优势的同时,也给制造工艺带来了新挑战,尤其是阀体的成型。
3.1 阀体成型工艺
传统分体式阀体铸造相对简单,而一体式的无阀盖阀体内部腔室复杂,且存在用于装配闸板的“盲腔”,采用普通砂型铸造易产生缩孔、缩松、砂眼等缺陷,且清砂极为困难。锻造件虽组织致密,但难以直接成型复杂内腔,后续机械加工量巨大,成本高昂。
经研究与实践,消失模铸造(Lost Foam Casting, LFC)是生产此类复杂一体化阀体毛坯的理想工艺。其流程如图7所示。
(1)使用泡沫塑料(EPS或STMMA)制作与阀体形状完全一致的模样(白模)。
(2)将白模组合成簇,涂覆耐火涂料并烘干。
(3)将烘干的模型簇放入砂箱,填入干砂并微振紧实。
(4)浇注金属液,高温使泡沫模型气化消失,金属液取代其位置,最终凝固形成精确的阀体铸件。
该工艺避免了传统铸造中的分型、取模、制芯等环节,特别适用于结构复杂、内腔异形的零件,铸件尺寸精度高,加工余量小,能有效保证阀体内部流道和腔体的质量。
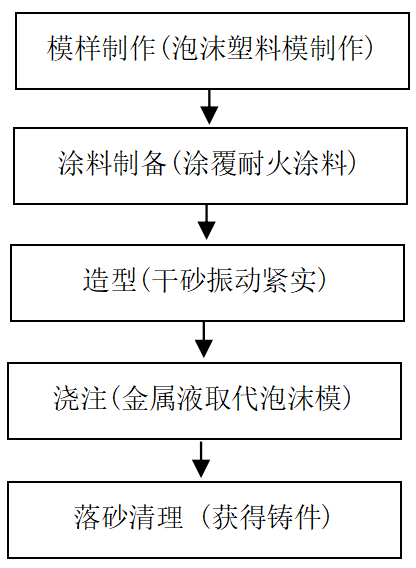
图7 消失模铸造(LFC)工艺流程示意图
3.2 关键部件制造工艺
(1)闸板:摒弃传统铸造,采用金属板材压延成型工艺。该工艺使金属晶粒流向与受力方向更匹配,组织更致密,可在保证强度的前提下有效减薄厚度,实现轻量化。密封面堆焊硬质合金,经精车、研磨后达到设计要求。
(2)阀杆:采用20Cr13等优质不锈钢材料,经锻造成型、粗加工、调质热处理、精磨等工序,确保其具有足够的强度、硬度(HRC30~40)和耐磨性。
4
性能测试与结果分析
4.1 试验样品与依据
本研究委托福建省特种设备检验研究院对试制的WZ41H-25型无阀盖闸阀进行全面的型式试验,试验样品为WZ41H-25 DN80(产品编号:LM/Z25070013)与WZ41H-25 DN150(产品编号:LM/Z2507019),如图8所示。试验严格依据TSG D7002-2023《压力管道元件型式试验规则》与GB/T 12224-2015标准执行。主要参数包括:公称压力PN25,壳体材料WCB,适用介质为水、蒸汽、油品,适用温度-29~425 ℃。试验结果充分验证了该设计的可靠性与优越性。

(a)

(b)
(a)WZ41H-25 DN80 (b)WZ41H-25 DN150
图8 无阀盖闸阀实物图
4.2 试验项目与结果
型式试验涵盖了外观、标志、材料、强度、密封及操作性能等全方位检测,关键数据如表1所示。壳体压力试验场景如图9所示。
表1 无阀盖闸阀型式试验关键数据结果
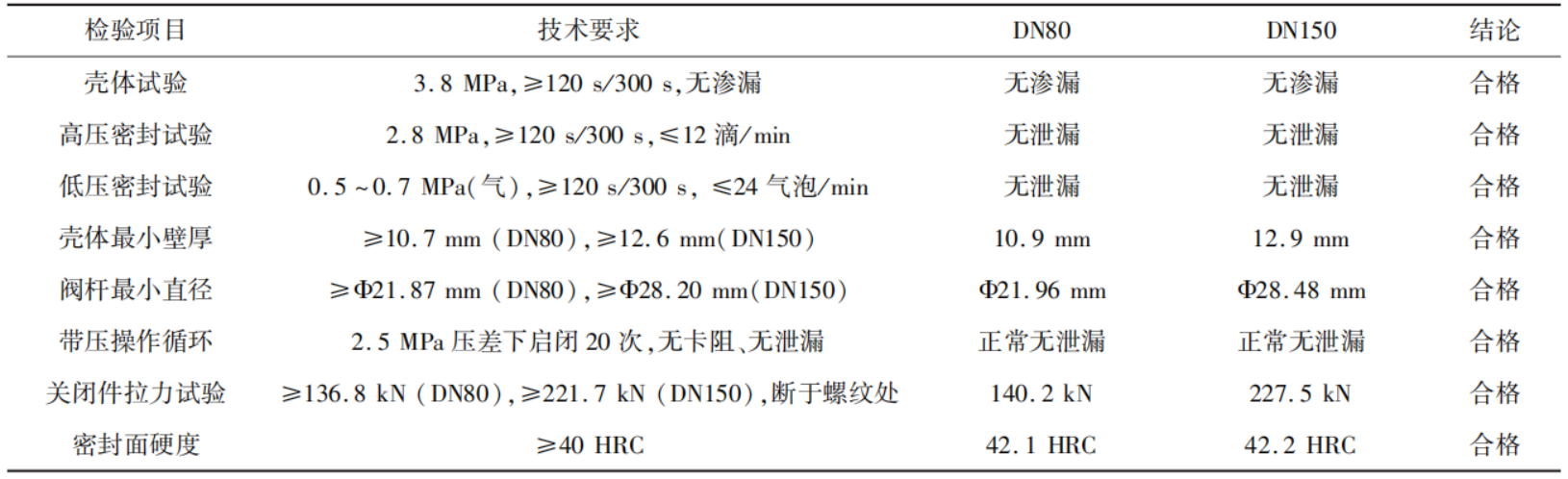

图9 阀门壳体压力试验示意图
4.3 结果分析
(1)结构完整性与承压能力:壳体试验一次性通过,且实测壁厚均优于标准要求的最小值,证明一体化阀体结构设计合理,具有卓越的承压能力和结构完整性,完全满足PN25的压力等级要求。
(2)密封性能好:高压水密封和低压气密封试验均达到“无可见泄漏”的最高要求,远超标准允许的微量泄漏指标。这证实了阀门主密封副(闸板-阀座)具有极高的加工精度、吻合度以及阀杆填料密封的可靠性,实现了“零泄漏”的设计目标。
(3)高可靠性与耐久性:经过20次带压启闭循环后,阀门操作依然灵活,无任何卡阻或异常磨损,且密封性能未发生衰减。这表明阀杆与填料的配合、闸板与导轨的配合以及各部件的耐磨设计均较为成功,保证了阀门长期使用的可靠性。
(4)关键部件机械性能达标:阀杆在拉力试验中均在承压边界外的螺纹处断裂,且破坏载荷高于设计要求,证明了“弱强度”设计理念的成功,确保任何超载情况下失效发生在非危险区域。密封面硬度均超过40 HRC,保证了其抗擦伤和耐磨损性能。
5
无阀盖闸阀的优势分析
基于上述设计与试验,无阀盖闸阀相较于传统闸阀展现出了显著优势,具体为:
(1)零外泄漏风险:取消中法兰连接,从根本上消除了该静密封点,将潜在外部泄漏点从3处减为2处(仅阀杆填料),安全性发生质的飞跃,特别适用于有毒、有害、易燃易爆及苛刻工况。
(2)轻量化与节材:省去了阀盖、螺栓、螺母、垫片等数十个零件,阀体结构更紧凑。实测同规格产品重量减轻约33%,符合节能减排的国家政策。
(3)生产效率提升:在加工方面,省去了阀盖及法兰的所有加工工序(如铣法兰面、钻螺栓孔、攻丝等),加工流程缩短约30%。在装配方面,装配步骤极大简化(省去安装垫片、阀盖、紧固螺栓等环节),装配效率可提升40%以上。生命周期成本得到降低,更少的零件意味着更低的采购、仓储和管理成本;更轻的重量降低了运输和安装成本;更高的可靠性减少了维护需求和停机损失,全生命周期的综合经济效益显著。
6
实际应用效果
无阀盖阀门自2024年初上线以来,已应用于石油化工、热电厂及城市管网等关键领域。截至目前,最长运行时间超一年,现场反馈稳定可靠,零异常记录。现场应用情况见图10。

图10 无阀盖闸阀应用现场
7
结语
本文介绍了一种基于一体化结构设计的无阀盖闸阀。利用消失模铸造等先进工艺解决了整体阀体的制造难题,通过科学的优化设计保证了阀门的结构强度和功能完整性。经国家权威机构型式试验验证,该阀门各项性能指标均达到或优于相关标准要求,尤其在密封可靠性方面实现了“零外泄漏”的突破。
无阀盖闸阀代表了闸阀技术向高可靠性、轻量化、高效率发展的重要方向,其成功研发不仅为阀门用户提供了更安全、更经济的选择,也对推动整个阀门行业的技术进步和产业升级具有积极意义。未来的研究工作可围绕以下几个方面展开:
(1)材料拓展:将无阀盖设计应用于奥氏体不锈钢、双相钢、高温合金等更多材料,以满足腐蚀、高温等极端工况需求。
(2)压力等级与口径扩展:开展更高压力等级(如Class600、Class900)、更大口径(如DN500以上)的无阀盖闸阀设计与验证。
(3)智能化集成:开发与之配套的电动、气动执行机构及智能阀门定位器,集成压力、温度传感器,实现阀门的在线状态监测和预测性维护。
(4)标准建立:推动无阀盖阀门相关设计、制造与检验标准的制定与完善,规范并推广该技术的应用。
*本文节选自《阀门 · 学术版》2026年第3期,文章内容不代表《阀门》立场,如有不同观点,可以留言讨论,友好交流,共同进步。

 地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院
地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院  电话:0577-67988060
电话:0577-67988060  传真:0577-67986108
传真:0577-67986108 甘公网安备 62010302000634号
甘公网安备 62010302000634号 

