01.概述
Flange是音译外来词,音译为法兰,表示凸轮缘,形似车轮的机械零件,最早由英国人爱尔恰尔特在1809年提出,同时提出了法兰的铸造方法。在初期,法兰并未得到广泛使用,直至二十世纪初,随着各种机械设备以及管道连接需求的增加,法兰逐渐被广泛应用于工业领域中。 RF是Raised Face的缩写,意译为突面(凸出的表面)。在1990年之前,相关标准不使用“突”字,而是采用“凸”字,由于该字易与“凹凸面”的“凸面”法兰引起歧义,故化工部、国家标准、石化等其他新版的标准根据TC42A4-91《管道专业用词汇统一规定》,将其统一修改为“突面”。
02.法兰接头的发展历史
本文以时间为轴,研究学会为线,简述法兰接头发展史上的重要事件。
2.1 ASME美国机械工程师学会
1894年ASME美国机械工程师学会采用了应用于低压的标准法兰模板,1901年则采用了一个使用压力低于250 Psi的制造厂标准,随后又发布了应用于125 Psi和250 Psi饱和蒸汽压力下的管法兰及法兰管件标准尺寸的折中方案,以上是铸铁管法兰和法兰管件标准ASME B16.1的前身。B16.1是19世纪末为了城市给排水管道的需要而形成的,B16.5是在铸造法兰的基础上发展起来的;Class150采用的是Class125的模板,而Class300采用的是Class250的模板。
B16委员会于1920年成立,用于统一并拓展管法兰和管件标准码,其编制了更高压力和口径的法兰尺寸,并制定了阀门和垫片标准。此外,ASME还成立了B31委员会发布压力管道标准,B18委员会发布紧固件标准。
在1914年发布的第1版《ASME锅炉与压力容器规范》至今已有一百多年历史,由锅炉压力容器委员会提供技术支撑,并根据使用经验发布了“规范案例”(CODE CASES),该案例成为规范主文的补充,不久即融入主文成为了新的规则。ASME锅炉压力容器委员会(BPVC)建立了与读者互动机制,根据读者的提问定期发布“规范释疑”(INTERPRETA-TIONS),以问答形式简明扼要地答复规范使用人在执行规范过程中所产生的疑虑,清晰表达规范意图。
2.2 阀门和配件行业制造商标准化协会
阀门和配件行业制造商标准化协会(MSS)正式成立于1924年,其前身为管配件及阀门制造商标准化委员会,属于非营利性技术协会,旨在制定和改进行业、国际规范和标准。阀门既是法兰管件,又是压力容器,设计与计算时需同时考虑管道与容器的不同特点。《管法兰及阀门和端法兰的接触面标准精度》MSS SP-6是法兰密封面加工的执行标准。
2.3 美国螺栓、螺母和铆钉制造商学会
美国螺栓、螺母和铆钉制造商学会(American Institute of Bolt, Nut and Rivet Manufacturers)成立于1931年,其所出版的《紧固件标准集》(FASTENER-STANDARDS)是机械紧固件用户的主要参考书。《紧固件标准集》中双头螺栓和螺柱的标准在2008年升级为《ASME B18.31.2-2008 连续作用和双端螺柱》标准,ASME B16.5-2017版引用了ASME B18.31.2,在计算美标的螺栓总长度时需要注意美制螺栓的长度是不含端部倒角的。
2.4 垫片种类
密封垫片通常可匹配不同的法兰密封面。从种类来说,压缩板、PTFE夹包密封垫片、缠绕密封垫片、环形金属密封垫片等四种密封垫片在配管用密封垫片中占比较大。
1936年6月,美国石油学会颁布了《API管材用钢法兰和法兰连接环形垫片试行标准5-G-3》,该标准后修改为API Spec. 6B《环形垫片法兰》。在API颁布法兰与阀门环形垫片的标准后,ASA B16e《钢制管道法兰和法兰连接管件》在修订时包括了垫片环号和法兰尺寸等内容,并且1939年版包括了以API标准为基础的环形垫片法兰的标准尺寸。1949年,负责《钢制法兰和法兰连接管配件》的美国标准协会B16专业委员会第3分委会将环形垫片的可用资料编写为独立标准。1952年4月30日经过美国标准协会批准,标号为ASA B16.20-1952;截至目前,金属垫片现行的美国国家标准为ASME B16.20。
机械密封协会的标准和规范委员会较早开始制定有关青铜管、铁管和钢管等管道法兰用非金属垫片或剪切垫片的标准,且非金属垫片现行的美国国家标准号为ASME B16.21。
2.5 法兰接头计算方法
早期法兰接头的计算方法是力学分析法(基于梁的弯曲),典型方法包括德国的Bach法(1891年—1911年)和美国的Locomotiv法(1905年)。1927年,基于弹性基础梁和圆平板弯曲理论,ASME BPVC采用了法兰设计计算的“弹性”方法—Talor-Forge法;1937年,Waters华脱尔斯法被ASME锅炉与压力容器规范引入附录,至今仍是法兰计算的主要方法。
目前,国内外压力容器或管道法兰计算方法主要是美国ASME Section V-1附录2螺栓法兰连接计算规则与德国DIN2505。我国的压力容器GB150采用的是美国计算方法,并在其基础上增加了刚度校核;而前苏联采用的是PTM42法兰连接计算方法、德国采用的是DIN2505法兰连接计算方法、英国采用的是BS5500法兰计算方法。随着欧洲一体化,欧盟逐渐统一了压力设备技术法规,于2002年发布了EN13445《非受火压力容器》标准,法兰设计方法采用弹塑性分析法—EN1591。
相关研究在持续进行,如最新发布了ASTM F2836-18《螺栓连接设计中垫片常数的标准实施规程》。此外,在2020年8月出版了API TR 6AF3《高压、高温法兰设计方法》(第一版),该标准为应用于地面或水下高压高温环境(温度>350 ℉或压力>15000 Psi)下端部和出口连接装置的API 6BX型法兰提供了设计指南。
03.法兰接头的密封
法兰接头密封结构是由两片法兰、一片垫片和螺栓螺母三部分组成。当螺栓施加预紧力时,垫片与法兰密封面之间产生足够的压力,使得垫片表面产生的变形填充法兰密封面的微观不平度,从而实现密封效果。其结构示意图如图1所示。
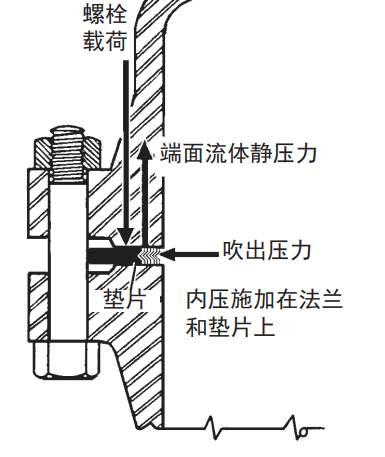
图1 法兰接头密封结构示意图
3.1 密封原理 法兰接头的密封原理是:通过拧紧螺栓螺母产生紧固力,推动法兰密封面压紧垫片,从而产生弹塑性变形,填满了法兰密封面上因加工粗糙度而存在的微观凹凸不平(表面织状)的间隙,如图2所示;此时泄漏通道减小,法兰密封口内外压差大于介质通过密封口的阻力,介质无法通过,故形成密封结构。 在法兰密封面上加工出几十道螺旋齿槽,形成类似螺纹状的迷宫密封,如图3所示。迷宫密封的原理与螺纹密封相似,当两个螺纹配合拧紧时,螺纹之间的摩擦力和挤压力使两个螺纹面紧密贴合在一起,可以通过缠绕生料带或涂抹密封胶填满螺纹间的间隙,使其流量减少,形成圆锥形的密封结构。法兰密封面不能存在贯穿内径至外径的径向缺陷,如严重的划痕可成为介质流出迷宫的通道,导致迷宫被破坏,造成泄漏。当介质通过法兰密封面螺旋齿槽迷宫时,因迷宫效应(摩阻效应、流束收缩效应、热力学效应、透气效应的共同作用)使介质在渗透迷宫中的微小间隙和曲折路径产生显著阻力,经过一级、一级地重复节流及等焓热力学过程,降低了介质的残余速度,从而减少了流量。 其中,螺旋齿槽可视为多个细微的螺纹,齿槽节距0.5 mm可视为平面螺纹的螺距为0.5 mm,齿槽深0.05 mm可视为螺纹牙高0.05 mm,故这种密封面俗称“细螺纹齿面”。

图2 密封表面间隙示意图

图3 螺旋齿槽迷宫示意图
3.2 泄漏形式
垫片质量是影响泄漏的关键,但密封面粗糙度对泄漏的影响不容忽视。由图4可知,法兰接头的泄漏有两种形式:
(1)渗透泄漏 渗透泄漏是毛细现象,垫片材料的紧密度关系到泄漏量的多少;而纤维制成的非金属垫片中存在微小间隙,介质透过纤维,发生泄漏。避免渗透泄漏的解决办法包括:在石棉纤维材料中添加橡胶填充剂、将纤维性石墨缠绕材料与不锈钢金属材料组合为金属包垫片等。
(2)界面泄漏 泄漏通常是指法兰密封界面的泄漏,即介质沿着法兰密封面与垫片接触面形成的泄漏。法兰密封面与垫片密封面存在间隙,相互的接触面在装配时存在不平度,故间隙呈微小的凹凸不平状。导致法兰接头之间密封不严而引起泄漏的原因众多,如垫片压紧力不足、管道拉伸、法兰密封面粗糙度与垫片不匹配、刚度不够变形和管道振动等;此外,密封垫片经长期使用后产生的材料老化变形、回弹力下降、龟裂、介质腐蚀等现象同样会造成螺纹副密合不严,从而引发泄漏。通过拧紧螺栓以减小垫片与法兰密封接触界面的间隙是减少泄漏的有效方法。
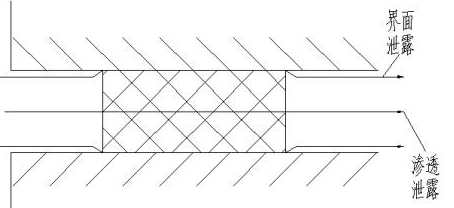
图4 法兰接头泄漏示意图
3.3 法兰密封面加工方法
为了防止界面泄漏,法兰密封面的质量是极为重要的。为加工出法兰密封面合适的粗糙度,可采用以下方法:
(1)早期使用软垫片,在法兰密封面上加工2~4条三角形沟槽水线,但目前认为该方法效果不佳,当使用金属缠绕垫片时将起到相反作用。
(2)根据垫片种类不同,需在法兰密封面上分别加工出与之相匹配的粗糙度。 研究人员早已发现光洁度对设备性能的影响,俄国切比雪夫教授最早对其进行了系统研究,并在1874年提出了在圆柱铣中计算光洁度最大高度的公式。1929年,苏联学者林尼克发明出测量光洁度的光切显微镜。在前苏联的法兰计算方法中,对密封面的不平度要求小于0.8 μm,平面度偏差不允许越过0.2~0.8 μm。而研究发现当介质为氦时,密封表面从粗糙的精度改为抛光处理的精度,介质的泄漏量可降阺4个等级。
前联邦德国粗糙度标准DIN140发布于1939年,是世界上最早的有关表面粗糙度方向的标准。该标准仅规定了表面粗糙度的符号,把需要加工的表面分为▽、▽▽、▽▽▽、▽▽▽▽,而无需加工的表面采用符号∽表示。由于没有参数标准,因此各个符号均无既定的数值,仅凭目测加以区分。
美国的粗糙度标准ASA B46.1—1940于1940年发布。在1966年之前,世界各国在表面光洁度表征参数符号、数值以及标注方法等方面均不一致,无统一的技术标准,严重影响了技术交流和贸易往来。因此,国际标准化组织于1966年提出了《ISO/R468-1966》表面粗糙度国际推荐标准,并被许多国家采用,随后表面粗糙度的标准趋于统一。法兰密封面从早期使用石棉垫片时规定可以加工2~4条倒三角沟槽水线,改为粗糙度Ra12.5或Ra6.3的规定。由试验结果表明,当法兰密封面的表面粗糙度为Ra3.2 μm时,用金属包石棉垫密封压力为0.49 MPa的空气存在微漏现象,当把表面粗糙度的值减少到Ra1.6 μm时,可实现密封。
(3)密封技术是用于防止或减少泄漏,减少泄漏的方法包含堵塞或隔离泄漏通道、增加泄漏通道的阻力、在通道中加设小型做功元件、注入密封介质等,这其中采用迷宫密封效果最佳。
在法兰密封面上加工出几十道螺旋齿槽,形成似螺纹状的迷宫密封。迷宫密封也称梳齿密封,优点是螺旋齿槽加工方便、无固相摩擦、不需润滑、使用寿命长等,应用极为广泛,能有效减少介质泄漏。迷宫密封的缺点是泄漏大,无法确保完全不漏,且迷宫的齿槽易磕碰损伤,需要更加注意保护。
04.法兰密封面的分类
最初,铸铁法兰上采用软垫片(如石棉橡胶垫),法兰密封面采用FF全平面。但全平面无法满足化工装置高温高压等苛刻工况,故对密封面种类进行了升级。常用的密封面形式包括:
(1)平面密封:两个接触的密封面均为平面。RF突面(属于平面密封的一种)是FF全平面密封经升级改进而形成,其使用的垫片较窄,突出的表面使法兰在螺栓预紧力作用下翘曲变形,从而获得更大的垫片面压力。
(2)凹凸面密封:一个接触面为凸面,另一个接触面为凹面,二者配合使用(榫槽面也属该类型)。O型圈适用于温度较低、压力较高的工况,在密封面上开燕尾槽或矩形槽等形状。真空管道法兰、阀门试压、欧洲标准EN1092法兰在高压时采用O型圈密封面(类似榫槽面,使用软垫片)。
(3)锥面密封:两个接触的密封面均为锥面,包含V型或W型金属垫片。锥面所形成的密封力大、密封性好,且加工精度高,在高压和小口径的阀门中被广泛采用。环形垫片和密封槽最早应用于锅炉领域的不同型式的人孔盖、高压釜和其他封闭口中,随后在阀门、石油工业(采油与炼油)和蒸汽锅炉等领域广泛应用。法兰使用的环连接RJ面存在两个23°锥面密封面,既能靠螺栓预紧力强制密封,又能靠介质的压力形成自密封;但是加工的锥形密封面要求光泽面以上的高精度,螺栓使用高强度,法兰需使用刚度大的高颈法兰。
法兰密封面种类较多,但最常用的是RF面。当阀门与管法兰外部连接时会形成螺栓紧固密封的法兰接头,API6D等阀门标准规定法兰密封面Class150~600选用突面RF,Class900~2500选用环连接面RJ(使用八角垫或椭圆垫),而铸铁法兰选用全平面FF;其中,铸铁法兰通常使用低强度螺栓配合全平面宽垫片,使用的注意事项包括:(a)不过载,采用非金属软垫片;(b)法兰面为全平面。美洲体系高中压法兰常用突面RF对突面RF+对中环垫片,特高压法兰采用八角垫。
我国高中压法兰常用凹凸面,但近年来随着石油化工行业的发展,RF突面的使用逐渐增多。突面相较于凹凸面更易清理、安装方便,且RF面与凹凸面的密封性能相差不大。但当考虑介质泄漏方向时,突面的泄漏方向是向四周喷溅,而凹凸面的泄漏方向是单向喷溅;若泄漏时间较长,突面的垫片将快速崩溃,而凹凸面可保持较长时间的密封完整性,且其在使用时还可防止垫片被介质挤出,适用于强腐蚀、易燃、易爆、有毒的介质工况。榫槽面相比于RF面和凹凸面,具有较小的垫片接触面积,可以显著减小螺栓预紧力,使密封更加可靠,故真空度较高的设备上的法兰均采用榫槽面形式。例如,较大口径的热交换器的法兰密封面多使用凹凸面(MFM)及榫槽面(TG)。高压螺纹法兰密封面使用20°的锥形透镜垫片,采用DIN2696标准,在高压氢氮气合成和尿素装置中广泛采用。透镜垫两侧的密封面与管道的锥形密封面相接触,初始状态为一环线,在预紧力作用下,透镜垫产生塑性变形,形成密封。虽然透镜垫密封性能较好,但易出现压痕,且加工精度高、零件互换性较差。
05.法兰标准对密封面的要求
5.1 中国法兰标准对RF面的规定
我国的法兰根据用途可分为管法兰和压力容器法兰,二者均广泛采用RF面。后续参考苏联标准,制定出化工、机械、电力、石油、建筑、船用等行业的管法兰标准,其中化工部HG5001~5028-58是我国制定的第一个且主流的管法兰标准,与欧洲标准EN1092-2018基本相同。溯源PN系列法兰RF面的标准规定详见表1~表4。
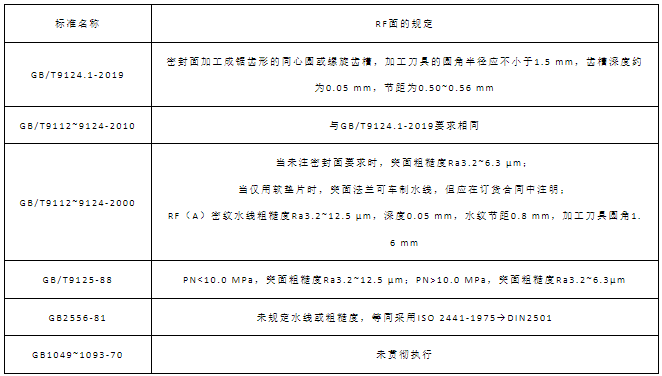
表1 溯源化工部HG管法兰标准RF面的规定

表2 溯源国家标准GB管法兰标准RF面的规定
溯源电力行业标准,《火力发电厂汽水管道零件及部件典型设计手册》简称典管78GD、GD87、GD2000、GD2016等均采用GB国家标准。
溯源石化行业标准,标准SH3406-92、SH3406-96、SH/T3406-2013、SH/T3406-2022均采用美标。
表3 溯源压力容器法兰标准RF面的规定

5.2 欧洲管法兰标准对RF面的规定
1939年,I·S·A(国家标准协会国际联合会)编制了欧洲标准化通报,并在1940年通报5a“管道及连接件”。在建立ISO第五技术委员会“管道和配件”的同时,也建立了分技术委员会,以研究管道和法兰。ISO TC5分委员会与法兰尺寸标准化相关,制定的ISA法兰表格主要参考原西德DIN标准;其中,DIN2501:1926是母法兰连接尺寸,DIN2526是密封面类型。
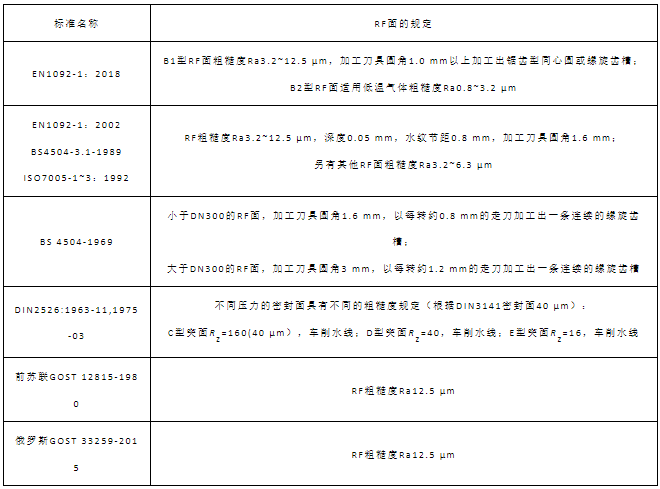
表4 欧洲管法兰标准RF面的规定
5.3 PN系列法兰RF面的标准规定总结
PN系列的RF面名称、标准、类型、线型、不同的粗糙度规定繁多,而较多标准仅规定了粗糙度,未提及“水线”要求。常见的三种突面带包含“三角形沟槽水线”、“沟槽水线”和“密纹水线”。
(1)“三角形沟槽水线” 旧产品上常见的加工2~4条“沟槽水线”(即三角形沟槽水线),HG5010-58、JB74-59、船用法兰、市政等行业依旧加工这种三角形水线,而研究表明使用软垫片时,加工的这种沟槽水线密封效果不佳,使用金属垫片时会损坏垫片,将被淘汰。
(2)“密封水线” 表面粗糙度Ra12.5的螺旋齿槽RF(A)面(俗称“粗螺纹齿线”),铸铁法兰配软垫片时使用,与MSS SP-6一致,非齿面加工平均粗糙度取Ra6.3~12.5 μm;齿面加工的锯齿深度(不平度平均高度)0.3 mm,取5~19纹的中间值12纹/1 cm,每纹节距为0.8 mm。
(3)“密封水线” 表面粗糙度Ra3.2~6.3的螺旋齿槽RF面(俗称“细螺纹齿线”)与美标MSS SP-6一致,齿面加工的平均粗糙度取Ra3.2~6.3 μm的平均值5 μm,锯齿深度(不平度平均高度)0.05 mm,纹道取20纹/1 cm,每纹节距为0.5 mm。
为了统一混乱的RF密封面,2000年后将PN系列与美标接轨,明确密封面加工按MSS SP-6要求。
5.4 日本标准对RF面的规定 日本管法兰JIS B2220-2012第14条规定:Ra6.3 μm与ASME B16.5螺旋齿槽一致,但Ra精度越高,相应的纹节距越小,约0.25~0.4 mm。
5.5 美国标准对RF面的规定
美国系列的管法兰标准主要包括ASME B16.5和大直径的ASME B16.47。其中,B16.5表面粗糙度按供需双方协议提供其他的粗糙度。例如,榫槽面和小的凸凹面—与垫片接触表面的粗糙度不应超过125 μin.,即Ra3.2 μm;垫环面—垫环凹槽侧面的粗糙度不应超过63 μin.,即Ra1.6 μm。
溯源Class系列法兰RF面的标准规定详见表5。
表5 美国管法兰标准RF面的规定

06.美标法兰RF表面的种类
美国的法兰库存完成品STOCK FINISH中,常见的密封面包括:
(1)螺旋锯齿(SPIRAL SERRATED)
螺旋锯齿面精加工属于留声机(参考黑胶唱片)螺旋槽类型,与原材料精加工不同,槽是由90°工具制成,而并非由圆头工具制成。该90°工具可形成45°锯齿角的“V”形几何形状,锯齿状表面每英寸有30~55个齿槽,粗糙度Ra3.2~6.3 μm之间。
(2)同心锯齿(CONCENTRIC SERRATED)
同心锯齿状法兰表面具有同心锯齿齿槽,齿槽采用与螺旋锯齿精加工相同的90°工具制作,但锯齿在法兰面上具有均匀的设计。为了具有同心槽,该工具的进给速度为每转0.039 mm,深度为0.079 mm。同心锯齿和螺旋锯齿均相似于PHONOGRAPHIC FINISH留声机表面,如图5所示。

图5 同心锯齿和螺旋锯齿的齿槽形状
(3)光滑面(SMOOTH FINISH)
表面光滑的法兰无法明显观察到工具标记,与金属面垫片一同使用;且环连接面RJ将采用Ra1.6 μm以下的粗糙度(类似光泽面或镜面)。
(4)冷加工精整面(COLDWATER FINISH)
冷加工精整面闪亮且光滑,适用于低温环境,表面的AARH值约85~100英寸,与金属对金属密封件(无垫片)一同使用,冷加工镜面抛光(MIRROR GROUND FINISH)用于低温气体。
(5)算术平均粗糙度(AARH)
算术平均粗糙度高度指法兰面粗糙度,在选择法兰和垫片材料时,平均算术粗糙度的高度值极为重要。“Ra”值越高,表面越粗糙;而值越低,表面越光滑。每种材料均具有对应的表面粗糙度,但可根据相关要求加工到特定的粗糙度(小或大)。
07.美国标准对RF面的检验
随着垫片种类的增多和垫片技术水平的进步,法兰接头的应用尺寸和压力逐渐增长。在发布ASME B46.1后,便可根据不同的垫片选择不同的密封面粗糙度。为了增强密封在RF面上加工螺旋密纹齿槽形成迷宫密封,且受螺栓预紧载荷、垫片应力、m/y参数、温差扭转、弯矩、法兰转角、安装方法等多方面因素影响,泄漏难以避免,因此接受Brown等提出的观点。2000年发布的ASME PCC-1列出了用于各种类型的垫片接触表面的粗糙度,以及允许垫片接触面的平整度和缺陷深度;且ASME B16.5和TEMA管式换热器标准也采用ASME PCC-1的评定标准。
关于ASME B16.5第6.4.4条法兰密封面粗糙度的要求:管法兰和管件连接端法兰接触面的光洁度应与Ra标准(见ASME B46.1)进行目视比较,不必采用带有探头跟踪和电子放大的检测仪器。美国发明了多种检测粗糙度的仪器,包括表面粗糙度样板、表面粗糙度仪、光学比较仪、工具显微镜、坐标测量仪等,但使用仪器可能会增加密封面损伤的风险。
B16.5标准对大部分的尺寸公差要求均是粗糙级的,外径甚至未提供公差,仅对密封面和螺纹的质量要求是精密级的,旨在确保密封不泄漏。
ASME B16.5第6.4.6条仅从文字角度难以理解,本文根据该标准总结出的加工面允许缺陷见表6;为了利于理解,结合了ASME PCC-1-2019标准中的图D-3和图D-4(图6和图7);表7来自ASME PCC-1-2019标准中的表D-2M。其中,密封面合格与否是以ASME B46.1规定的平均粗糙度判定(见ASME B16.5条款解释号4-4),而并非以纹的条数判定。
表6 美国标准对RF面的检验
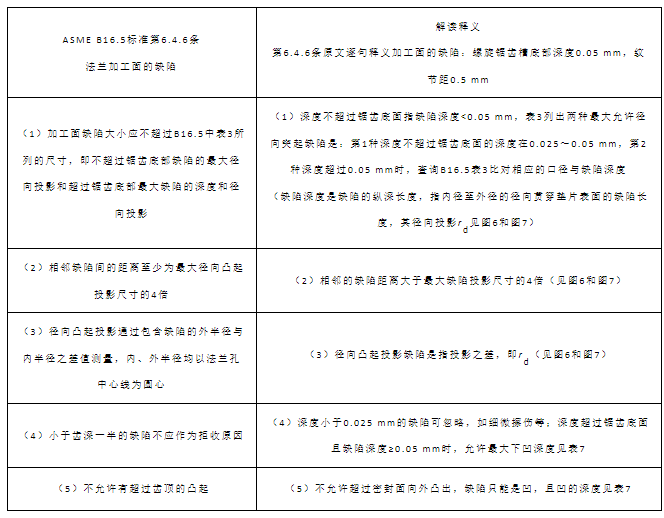
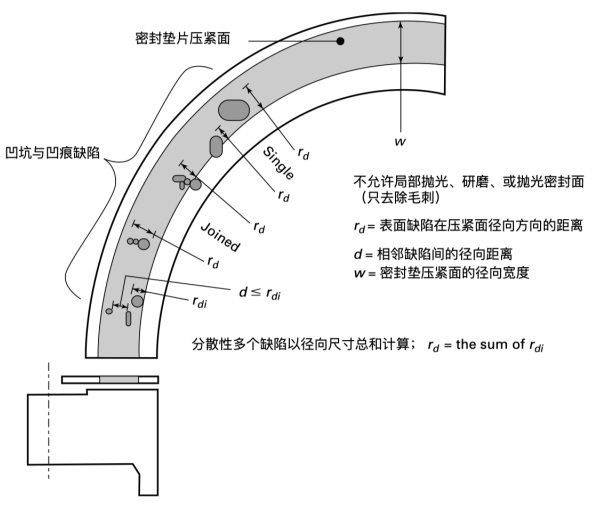
图6 法兰表面损伤评估—坑和凹痕
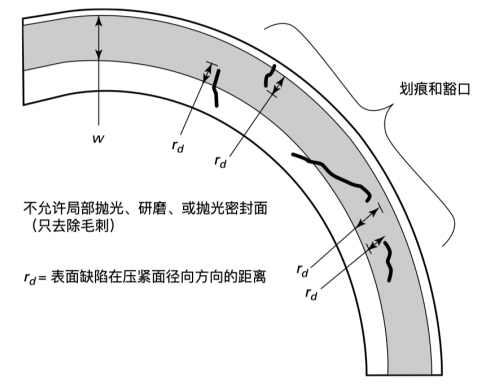
图7 法兰表面损伤评估—划痕和擦伤
在图6和图7中,w为密封垫压紧面径向方向的距离,rd为缺陷径向投影,d为相邻缺陷的径向距离,分散的小缺陷rdi的总和视为rd。值得注意的是,不允许对垫片表面进行抛光、研磨等,仅选用软布去除毛刺;且不允许从内径到外径的径向贯穿垫片表面存在伤痕。
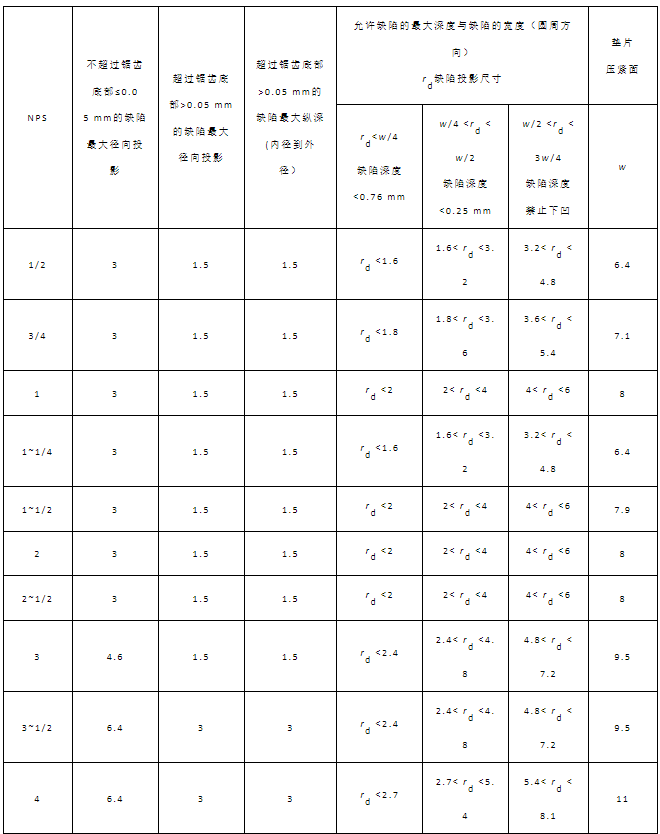
表7 密封面上的允许缺陷深度与横向宽度(圆周方向)
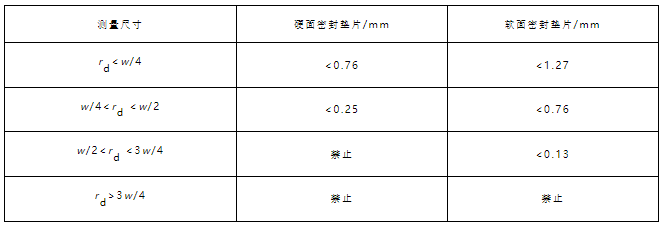
当使用软垫片时,w=(157.5-114)/2=21.7 mm,单个缺陷的纵深长度需小于3 mm。当rd<w/4时,即缺陷投影rd<5.4 mm时,密封面允许缺陷凹下深度为<1.27 mm;
当w/4<rd<w/2时,即缺陷投影尺寸在5.4~10.8 mm时,密封面允许缺陷凹下深度<0.76 mm;当w/2<rd <3w/4时,即缺陷投影尺寸在10.8~16.3 mm时,密封面允许缺陷凹下深度为<0.13 mm;当rd>3w/4时,即缺陷投影尺寸>16.3 mm时,密封面不允许有凹下的缺陷。
受各种因素影响,密封面难免会有瑕疵,故完美无瑕的密封面仅存在于理想条件下。根据ASME B16.5和PCC-1的条文编制了表8和表9,为美标DN600以下法兰密封面允许缺陷检验时提供参考。
表8 美标法兰密封面允许缺陷(使用硬面密封垫时,单位mm)

注:rd>3w/4时,不允许下凹缺陷。
表9 美标法兰密封面允许缺陷(使用软面密封垫,单位mm)


注:rd>3w/4时,不允许下凹缺陷。
08.预防泄漏的措施
1993年美国机械工程师学会成立了在役设备监察和维护工程标准的特别工作组,管理并监察在役使用的压力设备。1995年成立压力技术规范和标准部委员会(Post Construction Committee,PCC)。为控制螺栓法兰接头泄漏,在2000年颁布了第一版《压力边界螺栓法兰连接安装指南》PCC-1,该标准提出防止法兰接头泄漏的关键是装配螺栓时施加合理的预紧力和拧紧顺序,推荐采用星形紧固法,拧上螺栓的位置顺序按“一笔画五角星”的画法;此外,该标准还提供了法兰不平度与对中、修复密封面、目标扭矩计算等的操作指南,且欧美的压力容器规范均接受了法兰接头安装应遵循的紧固方法准则。2010年美国国家标准协会(ANSI)批准PPC-1作为国家标准,ASME PCC-1-2019新增了使用动力设备的注意事项,大螺栓在安装时使用锤击法将导致螺栓易发生“咬牙”和“剃牙”,随后发明了动力设备,开发出专业的动力紧固螺栓工具,并组建专业的法兰接头紧固工程队伍。
经过长时间的运行,发现法兰结合面因腐蚀而产生微小间隙或小坑,从而造成了法兰密封面泄漏;这是由于不同的金属材料之间存在电位差,易产生浓淡电化学腐蚀。腐蚀泄漏是缓慢进行的,介质可从由腐蚀的斑点所连成的通道处外泄。在现场检修过程中,在法兰密封面与垫片的接触面上时常能发现许多斑点和小坑,犹如界面泄漏;故法兰密封面按《压力设备和管道的维修》ASME PCC-2的程序进行评估,得出垫片不能重复使用。高强度螺栓在第一次使用时会产生塑性变形,在多次拧紧后,螺纹副的摩擦系数发生变化,影响预紧力的再次使用,无法保证其紧固性能,故不宜重复使用。
从设计角度考虑,提高法兰材质、密封面形式、公称压力等级可有效减少泄漏。
09.结语
螺栓紧固法兰接头是工厂压力系统中的薄弱环节,法兰接头的完整性不仅依赖于法兰及其零件的机械设计,更依赖工作条件、维护及装配。为了螺栓紧固法兰接头的密封安全,2019年我国发布了GB/T 38343-2019法兰接头安装技术规定,附录C提供了密封面表面粗糙度推荐值,但还未发布允许密封面缺陷的标准。法兰接头的研究在持续进行,安全问题不容忽视,需要制定更科学的制造及更完善的检验标准。

 地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院
地址:浙江省温州市永嘉县瓯北街道江北新街51号兰州理工大学温州泵阀工程研究院  电话:0577-67988060
电话:0577-67988060  传真:0577-67986108
传真:0577-67986108 甘公网安备 62010302000634号
甘公网安备 62010302000634号 

